 |
|
МЕНЮ
|
Дипломная работа: Проектирование механического цеха по изготовлению деталей для запорно-регулирующей арматуры газо- и нефтепроводов- Вершина графа. Характеризует поверхность детали.
Припуски на операции. Фрезерование черновое: Фрезерование чистовое: Приблизительные значения операционных размеров:
Допуски на операционные размеры в зависимости от метода обработки по таблицам экономической точности:
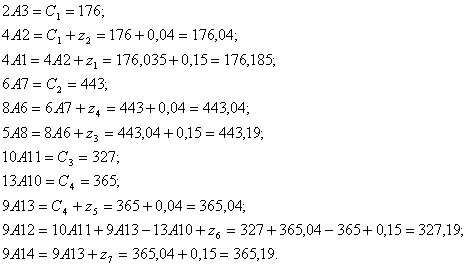
Расчёт операционных размеров Схема №1. 1.
Определение
операционного размера
Результаты записываем в графу 7. Определяем значение
принятого операционного размера В графе 3 указываем
размеры 2. Определение
операционного размера
Результаты записываем в графу 7. Величина корректировки
составляет Определяем
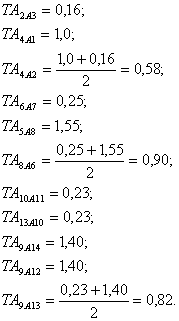
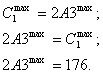
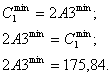
значение принятого операционного размера Определяем значение
максимальной и минимальной величины припуска
2. Определение операционного размера 3.
Результаты записываем в графу 7. Величина корректировки
составляет Определяем значение
принятого операционного размера Определяем значение
максимальной и минимальной величины припуска
Схема №2 1. Определение
операционного размера
Результаты записываем в графу 7. Определяем
значение принятого операционного размера В графе 3 указываем
размеры 2. Определение
операционного размера
Результаты записываем в графу 7. Величина корректировки
составляет Определяем
значение принятого операционного размера Определяем
значение максимальной и минимальной величины припуска
3. Определение
операционного размера
Результаты записываем в графу 7. Величина корректировки
составляет Определяем
значение принятого операционного размера Определяем значение
максимальной и минимальной величины припуска Схема №3 1. Определение
операционного размера
Результаты записываем в графу 7. Определяем значение
принятого операционного размера В графе 3 указываем
размеры 2. Определение операционного
размера
Результаты записываем в графу 7. Определяем значение
принятого операционного размера В графе 3 указываем
размеры 3. Определение
операционного размера
Результаты записываем в графу 7. Величина корректировки
составляет Определяем значение
принятого операционного размера Определяем значение
максимальной и минимальной величины припуска
4. Определение
операционного размера
Результаты записываем в графу 7. Величина корректировки
составляет Определяем
значение принятого операционного размера Определяем
значение максимальной и минимальной величины припуска
5. Определение
операционного размера
Результаты записываем в графу 7. Величина корректировки
составляет Определяем значение
принятого операционного размера Определяем значение
максимальной и минимальной величины припуска
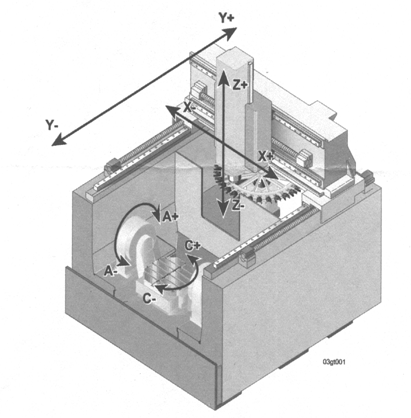
Составление ведомости расчета операционных размеров. Подготовка к расчету операционных размеров заключается в заполнении граф с номерами: 1,2,4,5,6 в следующей последовательности: сначала заполняются графы 4,5,6, а затем 1 и 2. Графа 1. Указывается обозначение всех чертежных размеров и операционных припусков из уравнений размерных цепей для соответствующего операционного размера. Графа 2. Чертежные размеры с допусками берутся в соответствии с рабочим чертежом детали. Допуски операционных припусков берутся из графа размерных цепей и указываются только со знаком (+). Графа 4. Указываются обозначения всех операционных размеров согласно схеме обработки (рис. 1.5.2.). Графа 5. Указывается величина поля допуска на операционные размеры в соответствии с графом размерных цепей (рис. 1.5.2.3.). Графа 6. Заносятся уравнения размерных цепей, при помощи которых производятся расчеты операционных размеров. Заполнение граф 7, 8, 9 и 3 связано с непосредственным расчетом каждого операционного размера, и поэтому должно проводиться в следующей последовательности: Заполняются все графы 7, 8, 9 и 3 для первого операционного размера. Затем заполняются все графы для второго размера и далее для всех операционных размеров. 4.5 Выбор оборудования, приспособлений и инструментов Выбор станочного оборудования является одной из важнейших задач при разработке технологического процесса механической обработки заготовки. От правильного его выбора зависит производительность изготовления детали, экономическое использование производственных площадей, механизации и автоматизации ручного труда, электроэнергии и в итоге себестоимость изделия. Тип производства оказывает решающее влияние на степень автоматизации и специализации оборудования и оснастки, применяемых при изготовлении деталей. В мелкосерийном производстве становится выгодным применение специализированных станков (в том числе станков с числовым программным управлением (ЧПУ)) и инструментов, а также универсально-сборных и универсально-переналаживаемых приспособлений. В зависимости от объема выпуска изделий выбирают станки по степени специализации и высокой производительности, а также станки с числовым программным управлением (ЧПУ). Для разработанного технологического процесса выбираем станок XCEEDER 900-RT (5-координатный станок с ЧПУ). Этот обрабатывающий центр с подвижным мостом и 5-тью интерполированными осями используется для выполнения высокоскоростных фрезеровочных операций. Машина специально предназначена для обработки сложных трёхмерных элементов, нуждающихся в высокой точности, как это бывает в отрасли изготовления пресс-форм или в авиационном секторе.
Рисунок 4.17 – Общий вид станка XCEEDER 900-RT Таблица 4.2 – Технические данные
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18 |
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.