 |
|
МЕНЮ
|
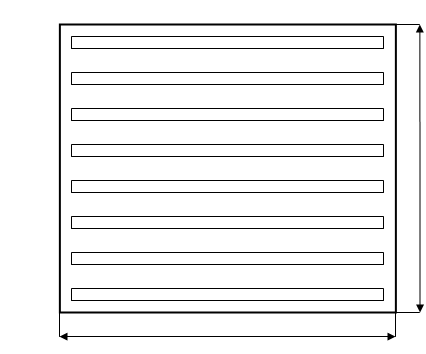
Дипломная работа: Проектирование механического цеха по изготовлению деталей для запорно-регулирующей арматуры газо- и нефтепроводовЗнаки безопасности установлены ГОСТ 12.4.026 – 01*. Они могут быть запрещающими, предупреждающими, предписывающими, указательными пожарной безопасности, эвакуационными, а также медицинского и санитарного назначения, и отличаются друг от друга формой и цветом. В производственном оборудовании и в цехах применяют предупредительные знаки, представляющие собой жёлтый треугольник с чёрной полосой по периметру, внутри которого располагается какой-либо символ (чёрного цвета). При электрической опасности – это молния. Защита от опасностей автоматизированного и роботизированного производства обеспечивается, прежде всего, технологией проведения работ. Для периодической смены инструмента, регулировки и подналадки станков с ЧПУ и автоматов, их смазывания и чистки, а также для мелкого ремонта в цикле работы автоматической линии должно быть предусмотрено специальное время. Все перечисленные работы должны выполняться на обесточенном оборудовании. Требования безопасности к промышленным роботам и робототехническим комплексам установлены ГОСТ 12.2.072 – 82. Средства электробезопасности. Согласно Правил устройства электроустановок (ПУЭ), для защиты от поражения электрическим током в нормальном режиме должны быть применены по отдельности или в сочетании следующие меры защиты от прямого прикосновения (прикосновения к токоведущим частям): изоляция токоведущих частей; исключение доступа к ним с помощью ограждений и оболочек либо за счёт установки барьеров; размещение токоведущих частей вне зоны досягаемости; применение сверхнизкого (малого) напряжения (в системах освещения, в ручном электрофицированном инструменте и в некоторых других случаях). Для дополнительной защиты от прямого прикосновения в электроустановках напряжением до 1 кВ, при наличии требований ПУЭ следует применить устройства защитного отключения (УЗО) с номинальным отключающим током не более 30 мА. Для защиты от поражения электрическим током в случае повреждения изоляции должны быть применены по отдельности или в сочетании следующие меры защиты (случай косвенного прикосновения): защитное заземление; автоматическое отключение питания; уравнение потенциалов (электрическое соединение проводящих частей для достижения равенства их потенциалов); выравнивание потенциалов (снижение шагового напряжения при помощи защитных проводников, проложенных в земле, в полу или на их поверхности); двойная или усиленная изоляция; сверхнизкое (малое) напряжение; защитное электрическое разделение цепей (отделение одной цепи от другой с помощью изоляции или защитных экранов); изолирующие (непроводящие ток) помещения, зоны площадки. Согласно Правил безопасности, при эксплуатации электроустановок необходимо использование также знаков безопасности и предупредительных плакатов и надписей. Требования к устройству защитного заземления и зануления электрооборудования определены ПУЭ, в соответствии с которыми они должны устраиваться при номинальном напряжении выше 50 В переменного и выше 120 В постоянного тока – во всех электроустановках. В условиях работ в помещениях с повышенной опасностью и особо опасных они должны выполняться, как правило, в установках с напряжением питания > 25 В переменного тока и > 60 В постоянного тока. Последнее требование относится и к наружным электроустановкам. По степени опасности поражения электрическим током цех относится к помещениям особо опасным, так как имеются в наличии существующие условия: наличие токопроводящих полов; возможность одновременно прикосновение человека к имеющим соединение с землей, технологическим аппаратам, и с металлическим корпусом электрооборудования – с другой. Основным напряжением в сети является напряжение 380 В. Напряжение местного освещения 36 В. В связи с этим необходимо принятие следующих мер безопасности: требуется тщательное заземление и блокировка (во избежание перехода высокого напряжения на электроды при пробе); обеспечение высокой изоляции полюсов от земли; электрическая изоляция узлов станка; защита от перехода напряжения с токоведущих на нетоковедущие части станка; устройство изолирующих полов на рабочем месте; применение индивидуальных средств защиты; сигнализации о наличии напряжения; наличие на участке не менее двух работающих; устранение опасности поражения остаточным напряжением. По степени опасности поражения электрическим током механообрабатывающий цех относится к опасным, так как в нем имеется возможность одновременного прикосновения человека к имеющим соединение с землей, технологическим аппаратам и металлическим корпусам электрооборудования. Фактором, повышающим риск при повреждении электрическим током, служит высокое напряжение сети (380 В) переменного тока. В связи с этим необходимо принятие мер безопасности: - использование пониженного напряжения для переносных или местных осветительных приборов; - сигнализация о наличии напряжения; - разделение силовых цепей с цепями управления, которые питаются пониженным напряжением; - обеспечение изолирующих полов на рабочем месте в виде деревянных трапов на всю длину рабочей зоны; - обеспечение надежной изоляцией полюсов от земли; - применение индивидуальных средств защиты по ГОСТ 12. 4.011 – 75; - тщательное заземление и защитное отключение во избежание перехода высокого напряжения на электроды при пробое; - наличие на участке не менее двух рабочих, прошедших соответствующий инструктаж. 15.1.2 Расчёт и проектирование системы общего искусственного освещения проектируемого механического цеха Наиболее распространёнными источниками света являются лампы накаливания, люминесцентные лампы и дуговые ртутные лампы. Предпочтение отдают люминесцентным лампам из-за их световой отдачи, срока службы и т.д. В качестве светильника для люминесцентных ламп выберем открытые двухламповые светильники ОД или ОДОР – для помещений с хорошим отражением, уменьшенной влажности и запылённости. Люминесцентные лампы располагаем рядами с разрывами 25-50 см, параллельно стенам и окнам. Расстояние L между лампами определяем из соотношения
где λ – оптимальное отношение расстояния, λ = λЭ + λС; λС – наивыгоднейшее соотношение с точки зрения светотехники; λЭ – с точки зрения экономичности. По [20], стр. 13, табл. 3.1 λС = 1,5 λЭ = 0. h – высота подвеса светильника, м. По [20], стр. 13, табл. 3.1 h = 4м. α = h∙λ = 4 ∙ 1,5 = 6м. Расстояние от стен помещения до крайних светильников принимаем L/3, т.е. 2м. Тогда схема расположения люминесцентных ламп будет иметь вид: 30м
35м Длина люминесцентных ламп l = 1350 мм. Исходя из вышесказанного, определяем количество светильников. Получим 8 рядов по 26 светильников, т.е. их число N = 8∙26 = 208 штук. Расчёт осветительной установки произведём с использованием метода коэффициента светового потока. Световой поток двух люминесцентных ламп определяется по формуле
где ЕН – нормируемая освещённость, лк; S – площадь помещения, м2; К – коэффициент запаса; z – коэффициент неравномерности освещения; n – число светильников; η – коэффициент использования светового потока ламп. ЕН определяем из [20], стр. 14, табл. 3.2. ЕН = 150 лк. Здесь же находим К = 1,3. Площадь помещения S = 35 ∙ 30 = 1050 м2 z = 1,1 – 1,15 ([20], стр. 16). η определяем по [20], стр. 17, табл. 3.3 в зависимости от индекса помещения i
где А, В – соответственно длина и ширина помещения, м
Определяем η = 0,69 Определяем световой поток
Световой поток одной лампы F1 = F/2 = 3622/2 = 1811 лм По [20], стр. 18, табл. 3.4 выбираем лампу таким образом, чтобы отклонение светового потока было в пределах от -10% до +20%. Выбираем ЛД 30. Её световой поток 1640 лм, мощность 30 Вт. Отклонение светового потока
Фактическая минимальная освещённость
где Fфакт. – световой поток выбранной лампы; Fрасч. – световой поток по расчёту.
Мощность всей осветительной установки Р∑ = Рл ∙ n, где Рл – мощность выбранной лампы, Рл = 30 Вт n – число ламп. Р∑ = 30∙2∙208 = 12480 Вт. 15.2 Экономические показатели проекта 15.2.1 Расчет технико-экономических показателей цехаВ данном разделе должны быть решены две задачи: 1) определение структуры цеха (состав, численность оборудования и персонала, производственные площади и пр.); 2) расчет и анализ себестоимости продукции. 15.2.1.1 Расчет производственной программыРасчет показателей цеха выполняют с использованием разработанного технологического процесса детали, т.е. представителя, на основе которого проектируют цех. Таким образом, производственная программа является условной. Предварительно рассчитывают трудоемкость изготовления детали-представителя по отдельным операциям и разрядам работ (таблица 16.1). Таблица 15.1 – Трудоемкость изготовления детали
Суммарная трудоемкость изготовления одной детали-представителя по n операциям процесса:
где
Условная годовая производственная программа
где
15.2.1.2 Затраты на материалВеличина условной годовой программы позволяет рассчитать затраты на материалы за вычетом стоимости отходов
где
15.2.2 Технологическое оборудование15.2.2.1 Расчет количества технологического оборудования Расчет выполняют по отдельным операциям техпроцесса. При совпадении моделей станков на операциях учитывают суммарные затраты времени для таких операций.
где
где
Таблица 15.2 – Необходимое количество оборудования
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 ч, (15.1)
ч, (15.1) , (шт./год) (15.2)
, (шт./год) (15.2)
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.