 |
|
МЕНЮ
|
Курсовая работа: Виготовлення деталей та їх класифікація
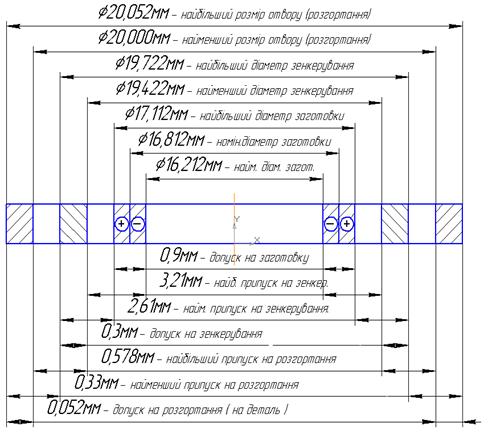
Рис.2.4 Будуємо схему графічного зображення припусків і допусків на обробку поверхонь з розміром 12-0,1.
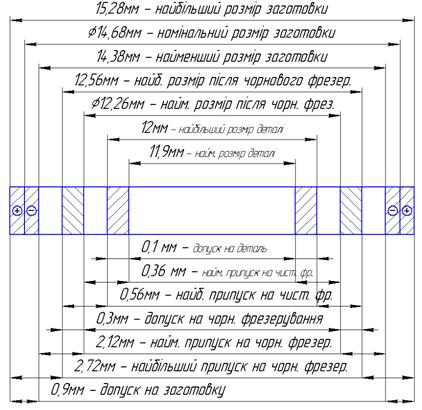
Рис.2.5 2.2 Розробка маршрутної технології обробки заготовки 2.2.1 Розробка технологічного процесу по операціях, установах та переходахВихідною інформацією для проектування технологічного процесу механічної обробки заготовки є: робоче креслення деталі; технічні вимоги; регламентована точність поверхонь; параметри шорсткості поверхонь; об’єм річного випуску деталей. Для спрощення запису технологічного процесу використовуємо наступну схему розташування поверхонь, що обробляються:
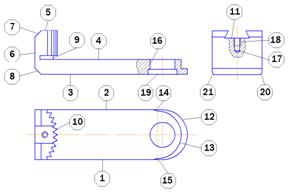
Рис.2.6 Складаємо технологічний маршрут обробки заготовки важеля з урахуванням зображеної схеми. Таблиця 2.6
2.3 Операційна розробка технології. 2.3.1.Зміст та стисла характеристика операції. Розглянемо операцію 030 фрезерна. Ця операція є операцією по обробці цілого ряду поверхонь за одну установку, частину з яких трудно отримати на універсальному обладнані. Виконання цієї операції дозволить отримати: 1.3 радіусні поверхні з R19-0,52; R20-0,52 і R35-0,16; 2.паз типу "ластівки хвіст"; 3.отвір Ø20Н9 попередньо; 4.отвір Ø4,3 під М5. Фрезерування і свердління здійснюється на фрезерному верстаті з ЧПУ і інструментальним магазином на 8 інструментів мод.6Р11МФ3-1 набором з 4-х інструментів. У якості вимірювального інструменту використовується спеціальні радіусні шаблони і калібр - пробки. 2.3.2 Обгрунтування установочних баз.Так як обробка на верстаті з ЧПУ ведеться з багатьох сторін необхідно найти базу і місце затискання заготовки, щоб на неї не наїхала фреза. Таким місцем у якості установчої бази, а також місцем затискання найбільш зручно використати дві оброблені поверхні з розміром 40-0,25. При цьому кінцівка з радіусами R19 і R20 повинна звісати. Ще однією базою може бути більший торець деталі, точніше його нижня частина (на верхній проходить фреза). До тогож від цього торця зав’язані всі розміри. 2.3.3 Обгрунтування вибору верстату.Для многоопераційної обробки деталей є декілька моделей фрезерних верстатів з ЧПУ. Враховуючи невеликий розмір деталі обираємо верстат з самим малим розміром столу. Це вертикально-фрезерний верстат з ЧПУ і інструментальним магазином мод.6Р11МФ3-1. Його основні характеристики такі: Робоча поверхня стола (ширина х довжину), мм 250 х 1000 Найбільше переміщення столу, мм: повздовжнє 630 поперечне 300 вертикальне 350 Внутрішній конус шпинделю (конусність7: 24) 50 Число швидкостей шпинделю Б/с Частота обертання шпинделю, об/хв 63-2500 Число подач столу Б/с Подачі столу, мм/хв.0,1-4800 Швидкість швидкого руху столу, мм/хв.4800 Потужність електродвигуна приводу головного руху, кВт 8 Габаритні розміри (довжина х ширина х висота), мм 2750 х 2230 х 2450 Маса (без виносного обладнання), кг 2650 2.3.4 Обгрунтування вибору пристроюДля обробки на вертикально-фрезерних верстатах звичайно використовуються лещата. Вони нам підходять. А для облегшення труда робочого використовуємо пневматичні лещата. Цей пристрій дозволяє встановити і надійно закріпити заготовку одним поворотом рукоятки. При цьому тиск скрапленого повітря дозволяє надійно затиснути заготовку. 2.3.5 Обгрунтування вибору ріжучого інструментуДля обробки радіусів і пазу на вертикально-фрезерних станках використовуються кінцеві фрези. Діаметр фрези у нас обмежений шириною пазу під "ластівки хвіст". У верхній частині цей паз має ширину 14+0,18. Тому обираємо фрезу Ø14 мм. Для остаточного фрезерування пазу "ластівки хвіст" використовуються спеціальні кінцеві кутові фрези по МН 407-65. Для зенкерування отвору Ø20Н9 використовуємо цільний зенкер Ø19,4 мм за ГОСТ 12489-71, а для свердління отвору під різьбу М5 свердло Ø4,3 мм середньої серії за ГОСТ 10902-77. 2.3.6 Обгрунтування вибору засобів операційного контролю.Контроль розмірів у серійному виробництві здійснюється переважно граничними калібрами. Тому для контролю розмірів обираємо радіусні шаблони R19-0,52, R20-0,52 і R35-0,16, калібр-пробки 19,4+0,3 і 14+0,18. Вони дозволять не тільки скоротити час на вимірювання деталі, але і підвищити якість контролю. За допомогою граничних калібрів визначають не числове значення параметру, що контролюють, а гідність деталі. Тому якість контролю мало залежить від суб’єктивного чинника, тобто від людини. |
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.