 |
|
МЕНЮ
|
Дипломная работа: Размольно-подготовительный отдел фабрики по производству бумагиТаким образом, в отношении расхода энергии на размол эта схема, по-видимому, имеет некоторые преимущества перед схемой с дросселированием массы на выходе из последней мельницы. Тем не менее вторая схема проще и имеет более широкое применение на бумажных и картонных предприятиях, нежели первая. Как показала практика, схема включения мельниц с дросселированием массы на выходном трубопроводе работает достаточно эффективно при сравнительно большой пропускной способности мельниц и, следовательно, при малом дросселировании массы, когда гидравлическое давление массы внутри мельницы не очень велико. 2.3.Мельница Мордена
5. Рис. 5. Мельница Мордена «Стокмейкер»: 1 — общий вид и разрез мельницы; 2 — ротор; 3 — статор; 4 — рециркуляционный клапан; 5 — присадочный маховичок; 6 — крыльчатка эффективно как рафинирование, так и размол с укорочением волокна. Современная мельница Мордена (рис. 5) представляет собой размалывающий аппарат непрерывного действия. Мельница состоит из вращающегося полого ротора, соединенного непосредственно с электродвигателем эластичной муфтой, и неподвижного статора (кожуха), соединенного с маховичком присадочного механизма. Ротор и статор неразъемные и изготовлены из отдельных отливок хромистой стали или фосфористой бронзы (при работе в слабокислой среде). Ножи на роторе установлены на таком же расстоянии друг от друга, как и на ролльном барабане, а на статоре— с меньшими промежутками. Масса подается насосом внутрь полого ротора под давлением около 1,75 кгс/см2 и при помощи крыльчатки, насаженной на конце вала, прогоняется между ножами ротора и статора в направлении от широкого конца мельницы к узкому, при этом давление массы повышается до 3,5—4,2 кгс/см2. Из выпускной камеры массу при помощи клапанов можно направить на выход или снова в приемную камеру, а затем обратно в мельницу. В первом случае мельница будет работать с однократным пропуском массы, во втором — с многократным (с рециркуляцией). Величину рециркуляционного потока массы, а следовательно, и степень обработки волокна и производительность мельницы при помощи указанных клапанов можно регулировать в широких пределах. До 1952 г. мельницы Мордена выпускались с двигателем мощностью 11О кВт для размола сульфитной целлюлозы и 150 кВт для размола сульфатной целлюлозы. Число оборотов ротора 750—900 в минуту, вес мельницы 2—3 г, число ножей на роторе 40 и на статоре 63. Окружная скорость ротора на широком конце аппарата 17,5—21 м/сек. Максимальная пропускная способность аппарата 100 г в сутки. Коэффициент полезного действия мельницы 60—65%. Конические мельницы Мордена работают при концентрации массы 2—5% и применяются при выработке широкого ассортимента бумаги: писчей, для печати, крафт-мешочной, папиросной, пергамина и др. Устанавливают их в качестве самостоятельных размалывающих аппаратов непрерывного действия как в размольно-подготовительном отделе, так и непосредственно перед бумагоделательной машиной. При необходимости получить массу высокой степенью помола в одном потоке устанавливают последовательно две и более мельницы. 2.4. Дисковые рафинеры Дисковые рафинеры — размалывающие аппараты непрерывного действия. В настоящее время они находят широкое применение в производстве бумаги, картона, полуцеллюлозы и древесноволокнистых плит. Все шире начинают применяться для непрерывного размола бумажной массы и в ряде случаев вытесняют конические мельницы. Особенно широкое распространение они получили в Канаде, США, в Скандинавских странах и в Японии. В СССР они установлены в основном на новых предприятиях. Дисковые рафинеры применяются в первой и даже во второй ступени размола целлюлозы, где они вытесняют гидрофайнеры. Они хорошо рафинируют и фибриллируют волокно без укорочения, повышая прочностные свойства бумаги, особенно сопротивление раздиранию и излому, и ее растяжимость при низкой степени помола массы. Такая масса хорошо обезвоживается на сетке бумагоделательной машины. Дисковые рафинеры имеют большую мощность и производительность, требуют меньшие площадь для их размещения и капитальные затраты на установку, проще и дешевле в обслуживании, расходуют меньше энергии на размол и экономичнее в работе, чем конические мельницы. В последующих стадиях размола наряду с коническими мельницами Жордана с успехом применяются трехдисковые рафинеры фирмы Спроут-Вальдрон. Дисковые рафинеры с базальтовой гарнитурой особенно пригодны для размола коротковолокнистой целлюлозы из лиственных пород древесины и однолетних растений — соломы, багассы, тростника и др. Кроме того, они в последнее время получили применение для размола волокнистых материалов при высокой концентрации массы, 20—30%. Дисковые рафинеры выпускаются с двумя и тремя дисками. У первых могут вращаться один или оба диска (в разных направлениях), у вторых вращается лишь один средний диск. Мельницы с двумя дисками выпускаются фирмами Сутерленд (только с одним вращающимся диском), Бауера, Спроут-Вальдрон. В СССР изготовляются рафинеры марок МФ и ФД. Мельницы с тремя дисками выпускаются фирмами Спроут-Вальдрон и Бертрам. Двухдисковые мельницы обычно изготовляются с литой гарнитурой иногда с базальтовой, трехдисковые — как с литой, так и с наборной гарнитурой. В бумажном и картонном производстве применяются обычно двухдисковые рафинеры с одним вращающимся диском и трехдисковые, работающие при концентрации массы 3—5%. Двухдисковые рафинеры, у которых оба диска вращаются в разные стороны, применяются главным образом для размола щепы и других волокнистых отходов в производстве древесноволокнистых плит и работают при концентрации от 8— 10% до 12-15%. Размалывающая гарнитура обычно выполняется в виде шести сменных сегментов, закрепляемых на внутренней поверхности дисков. Сегменты выполняются из чугуна или стали. Расположение и форма канавок на сегментах выбираются в зависимости от вида и характера обработки волокнистого материала. Обычно канавки располагаются кольцевыми рядами с разным углом наклона в каждом ряду к радиусу диска, а глубина канавок уменьшается от центра к периферии. По мере износа кромки канавок затупляются и глубина канавок уменьшается, что отражается на характере размола и производительности рафинера. Чтобы поддержать постоянным состояние режущих кромок, иногда практикуют через определенные интервалы времени изменение направления вращения дисков. При сильном износе канавки углубляют проточкой или заменяют сегменты. Эффект обработки волокна в дисковых рафинерах зависит от типа размалывающей гарнитуры, концентрации массы, вида волокнистого материала, зазора между дисками и количества проходящей массы. Последнее зависит от величины зазора между размалывающими органами и давления массы на входе в мельницу. Поэтому при увеличении давления массы на входе и при увеличении зазора между дисками пропускная способность мельницы возрастает, а эффект обработки снижается. Обычно дисковые рафинеры устанавливают параллельно в одну или две ступени, причем избыток массы из общего сборника размолотой массы направляют обратно по переливному рециркуляционному массопроводу в приемный бассейн. Изменяя количество рециркулируемой массы, можно значительно повысить эффект обработки бумажной массы. Последовательная установка дисковых рафинеров обычно не практикуется, так как она затрудняет регулирование давления массы у рафинеров, расположенных в одной цепочке. Обычно дисковые рафинеры работают при величине зазора между дисками 0,1—0,2 мм, давлении массы на входе около 2 кгс/см2 и при достаточно высокой нагрузке двигателя. Рафинер Сутерленда. Рафинер Сутерленда имеет два диска, из которых один неподвижен, а другой вращается от электродвигателя через эластичную муфту. Масса подается под напором по трубе и через центральное отверстие в неподвижном диске проходит в зазор между дисками рафинера. Далее под влиянием центробежной силы и напора масса продвигается к периферии, подвергаясь обработке между размалывающими поверхностями дисков. Диски рафинера толщиной 50 мм литые, сменные с выфрезеро-ванными на них параллельными канавками, глубина которых снижается от центра к периферии. Общий срок службы дисков 10 лет, а время между проточками канавок 6—8 месяцев. Присадка размалывающих органов производится перемещением в осевом направлении неподвижного диска при помощи гидравлического поршня. Процесс размола массы в рафинере Сутерленда регулируют изменением его пропускной способности (изменяя давление массы на входе и выходе из рафинера при постоянном зазоре между дисками) и оптимальной потребляемой мощности, обеспечивающих надлежащую обработку волокнистого материала, а также изменением величины рециркулируемого потока, возвращаемого на рафинер. При понижении давления массы до 0,2 кгс/см2 электродвигатель мельницы автоматически отключается во избежание повреждения дисков .
Рис. 6. Дисковый рафинер Сутерленда: 1 — неподвижный диск; 2— вращающийся диск; 3 — вход массы; 4 — гидравлический цилиндр для присадки неподвижного диска; 5 — манометр; 6 — указатель перемещения диска; 7—регулирование воды на поршень Рафинеры работают при концентрации массы 3—4,5% и применяются для размола бумажной массы при выработке всевозможных видов бумаги (в том числе мешочной, оберточной, салфеточной, книжной, писчей, шелковки, а также крафт-картона). Кроме того, эти рафинеры используются для рафинирования целлюлозы и полуцеллюлозы после варки. Рафинеры Сутерленда выпускаются четырех величин с дисками диаметром от 864 до 1372 мм и мощностью двигателя от ПО до 750 кет. Двухдисковые рафинеры с двумя вращающимися дисками. Рафинер этого типа состоит из двух цельнометаллических дисков со сменными секторами, на поверхности которых выфрезерованы канавки. Оба диска вращаются в разные стороны от двух электродвигателей. Волокнистый материал подается специальным питателем через боковое отверстие в одном из дисков. Присадка дисков осуществляется осевым перемещением одного из дисков при помощи ручного маховичка со стороны, противоположной входу массы. Рафинеры этого типа применяются для рафинирования волокнистых отходов при выработке грубых оберточных видов бумаги и картона, а также для размола щепы в производстве древесноволокнистых плит. Размол щепы производится при высокой концентрации— 12—15%. 3. РАСЧЁТНАЯ ЧАСТЬ 3.1. Выбор композиции вырабатываемой продукции и основного агрегата Бумага должна обладать хорошим восприятием печатных красок, иметь прочную поверхность и не должна пылить. Просвет бумага должен быть равномерным и соответствовать образцу, согласованному между потребителем и изготовителем. Разнооттеночность в одной партии бумаги не допускается. Обрез кромок бумаги должен быть чистым и ровным. Намотка бумаги должна быть равномерной и плотной по всей ширине рулона. В бумаге не допускаются складки, морщины, залощенные и матовые полосы, пятна, в том числе просвечивающие, надрывы и отверстия, видимые на просвет невооруженным глазом. В рулонной бумаге допускаются малозаметные морщины и другие дефекты, кроме надрывов и отверстий, которые не могут быть обнаружены в процессе перемотки, если показатель этих внутрирулонных дефектов, определенный по ГОСТ 13525.5—68, не превышает 1,0%. Число склеек в рулоне не должно превышать двух, для Концы полотна бумаги в местах обрывов должны быть прочно склеены по всей ширине рулона без склеивания смежных слоев. По показателям качества бумага первого сорта должна соответствовать нормам, указанным в таблице. Таблица 1
|
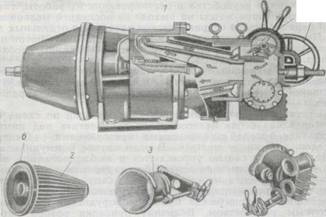 Мельница Мордена является
разновидностью конической мельницы с
регулируемым рециркуляционным потоком массы внутри самой мельницы. Она очень компактна,
производительна и позволяет вести
достаточно
Мельница Мордена является
разновидностью конической мельницы с
регулируемым рециркуляционным потоком массы внутри самой мельницы. Она очень компактна,
производительна и позволяет вести
достаточно 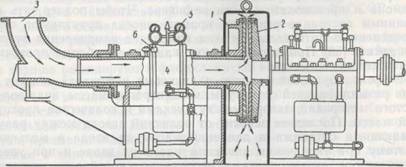
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.