 |
|
МЕНЮ
|
Дипломная работа: Размольно-подготовительный отдел фабрики по производству бумагиС увеличением числа оборотов размалывающего органа при всех прочих равных условиях снижается режущее и повышается гидратирующее действие аппарата при размоле волокна. Это происходит, по-видимому, вследствие возрастания эффекта гидроразмола за счет ударного действия ножей о массу, а также ударов самой массы о стенки размалывающего аппарата, так как живая сила этих ударов возрастает пропорционально квадрату скорости. Наряду с этим возрастает и напряжение сдвига в зазоре между размалывающими органами аппарата, которое приводит к усиленной фибрилляции и гидратации волокна. По этой причине скоростные размалывающие аппараты,— гидрофайнеры и дисковые рафинеры,— снабженные к тому же и более толстыми ножами и работающие при более высокой концентрации массы, больше гидратируют и расчесывают волокна, а мельницы Жордана, работающие на меньших скоростях при меньшей концентрации массы и с более тонкими ножами, больше укорачивают волокно. 1.12.Кислотность массы Изменение кислотности среды в пределах рН 5—8,5, при котором обычно производится размол, не оказывает существенного влияния на скорость процесса размола и его эффективность. Увеличение рН среды до 10—11 ускоряет процесс размола и позволяет снизить расход энергии на 15—20%, так как набухание волокна повышается, однако целлюлоза при этом желтеет. Пожелтение целлюлозы, как показал В. Гартнер, можно устранить введением в бумажную массу наряду со щелочью окислителей, например перекиси водорода, в количестве менее 1% от веса волокна. По данным этого автора, расход едкого натра (для создания рН массы 10—10,5) и окислителя экономически оправдывается, так как стоимость сэкономленной энергии выше стоимости затрат на химикаты, а получаемая бумага обладает более высокой разрывной длиной (на 10%) и сопротивлением излому (на 25%). 1.13. Температура массы Повышение температуры массы при размоле неблагоприятно отражается на этом процессе и на свойствах получаемой бумаги. Длительность размола увеличивается, волокна больше укорачиваются при размоле, а гидратация их снижается, что приводит к тому, что прочность бумаги из такой массы снижается, а пухлость, пористость и впитывающая способность бумаги повышаются. Эти свойства бумаги изменяются потому, что явления гидратации и набухания целлюлозного волокна носят экзотермический характер. Чем ниже температура массы при размоле, тем сильнее набухают, гидратируются и фибриллируются волокна и тем больше увеличивается их пластичность. Понижение температуры массы способствует сокращению продолжительности процесса размола и снижению расхода энергии при одновременном повышении механической прочности бумаги. 2. АППАРАТЫ РОУ. КОНИЧЕСКИЕ И ДИСКОВЫЕ МЕЛЬНИЦЫ 2.1.Конические мельницы Непрерывный размол бумажной массы находит в настоящее время все большее применение и вытесняет ролльный размол. Из большого количества различных размалывающих аппаратов непрерывного действия наибольшее значение имеют конические мельницы и дисковые рафинеры. Кроме того, применяются роллы непрерывного действия, мельницы Мордена, полуконические мельницы, супротонаторы и др. Коническая мельница, изобретенная Иосифом Жорданом в 1848 г., длительное время использовалась лишь как подсобный размалывающий аппарат в дополнение к роллам и самостоятельного значения не имела. Она применялась для домалывания массы после роллов и для лучшего рафинирования волокна перед поступлением его на бумагоделательную машину. Только в начале 30-х годов настоящего столетия были сделаны первые попытки осуществить непрерывный размол массы в одних конических мельницах. У нас такие опыты были проведены в 1934 г. Н. О. Зейлигером [51] на Вишерском комбинате при выработке писчей и бумаги для печати из 100% сульфитной беленой целлюлозы. Несмотря на то, что эти и другие опыты, проведенные за рубежом, показали значительные преимущества непрерывного размола бумажной массы перед периодическим размолом в роллах, особенно при выработке массовых видов бумаги в условиях специализации бумагоделательных машин, значительное распространение непрерывный размол в конических и дисковых мельницах получил значительно позже. В настоящее время из конических мельниц наибольшее применение находят мельницы Жордана (с наборной гарнитурой) и гидрофайнеры (с литой гарнитурой). Первые отличаются более тонкими ножами, работают с меньшей окружной скоростью конуса, при более низкой концентрации массы и производят размол волокон при значительном их укорочении. Вторые отличаются более толстыми литыми ножами, работают при более высокой окружной скорости конуса, с более высокой концентрацией массы и производят рафинирующий, расчесывающий размол, при котором волокна не претерпевают значительного укорочения, однако они хорошо фибриллируются, гидратируются и дают достаточно прочный лист бумаги, в особенности по показателям сопротивления раздиранию и излому при относительно низкой степени помола по Шоппер-Риглеру. К коническим мельницам можно отнести также мельницы Мордена, получившие теперь большое распространение за рубежом, и полуконические мельницы. Чаще всего непрерывный размол бумажной массы ведут в две ступени, в гидрофайнерах и в мельницах Жордана. Иногда его осуществляют в три ступени, используя эти и другие аппараты, например мельницы Мордена и дисковые рафинеры, и применяя различную размалывающую гарнитуру. При выработке массовых видов бумаги из массы сравнительно садкого помола ее размол может быть осуществлен в одну ступень в мельницах Жордана или в гидрофайнерах. Коническая мельница Жордана (рис. 1). Она состоит из конического ротора с отдельными, закрепленными на нем, ножами и статора (кожуха) с такими же ножами. Конический ротор (рис.2) Приводится в движение от электродвигателя через эластичную муфту сцепления, допускающую осевое перемещение конуса относительно неподвижного кожуха, чем достигаются сближение ножей ротора и статора и необходимая присадка размалывающего органа. Перемещать конус в осевом направлении можно с помощью ручного маховичка через червячную или зубчатую передачу, а также с помощью электрического, пневматического или гидравлического серводвигателя. В последнем случае возможна присадка конуса с пульта управления и автоматизация процесса размола.
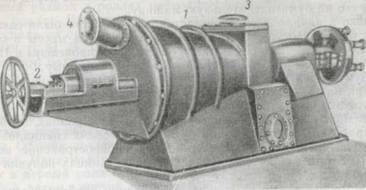
Рис 1. Общий вид конической мельницы Жордана: 1— кожух (статор); 2 — присадочное устройство; 3 — вход массы; 4 — выход массы
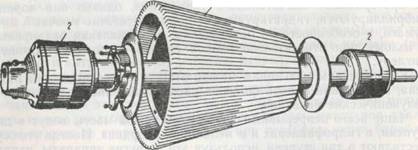
Рис. 2. Ротор мельницы Жордана: 1- конус (ротор); 2 — подшипники Масса внутри мельницы перемещается не только за счет гидравлического напора при ее входе в узкий конец мельницы, но и за счет центробежной силы, увеличивающейся при движении массы от малого диаметра конуса к большому. Наблюдения, проведенные в последнее время рядом исследователей как у нас, так и за рубежом (Пашинский, Шильников, Хальме и Сирьянен), показали, что масса внутри мельницы совершает сложное движение и в зависимости от величины напора внутри мельницы всегда имеется больший или меньший обратный поток массы, движущейся в пазах между ножами от широкого конца мельницы к узкому. Это говорит о том, что волокнистая масса не может беспрепятственно пройти между ножами без размола. Конический ротор может быть изготовлен вместе с валом из одного куска металла, но может быть и полым чугунным, закрепленным на стальном валу. В продольные пазы на поверхности конуса вставляют ножи, которые крепятся к ротору стальными кольцами, и между ними закладываются деревянные прокладки. Применяют и другие методы крепления ножей на конусе и кожухе конических мельниц Жордана. Ножи на конусе располагают по образующей с промежутками 15—30 мм, которые суживаются к узкому концу конуса. Обычно на конусе устанавливают ножи двух размеров: длинные, по всей длине конуса, и короткие, между длинными в широком конце мельницы. Кожух мельницы изготовляют обычно из чугуна разъемным из двух половин и часто с ребрами жесткости, чтобы ножи не вибрировали при работе мельницы. Ножи на кожухе изогнуты под углом 170—174° и установлены так, что ножи конуса набегают на вершину угла этих ножей, что предотвращает западание ножей при работе мельницы и улучшает размалывающее действие аппарата. У других конструкций мельниц Жордана кожух выполнен неразъемным, из одной чугунной отливки. Расстояние между ножами кожуха обычно бывает несколько меньше, чем на конусе, и составляет 10—20 мм. Высота выступа ножей на роторе и статоре обычно равна 10—20 мм. Толщина ножей у мельниц Жордана изменяется от 5 до 10 мм. Более тонкие ножи, толщиной 5—7 мм, применяют у конических мельниц Жордана, устанавливаемых во второй или третьей ступени размола после гидрофаинеров или дисковых рафинеров для укорочения волокон, более же толстые ножи, 8—10 мм, применяют при размоле массы в одну ступень с меньшим укорочением волокон. У конических мельниц Жордана срок службы ножей зависит от их толщины и материала, из которого они изготовлены, и степени присадки, а также от кислотности среды и может колебаться в пределах от 1 до 3 и более лет. Мельницы Жордана могут быть снабжены базальтовой и полубазальтовой гарнитурой. Конические мельницы создаются разных типоразмеров с конусностью ротора 11—24°. Мощность двигателя колеблется от 60 до 600 кет, окружная скорость по диаметру от 8 до 22 м/сек. Некоторые конструкции мельниц позволяют работать при разных окружных скоростях. Мельницы Жордана, предназначенные для укорочения волокон, работают при скорости 8—12 м/сек. Если при размоле необходимо подвергнуть волокно большему гидратирующему действию при меньшем укорочении, применяют конические мельницы с более толстыми ножами, работающие со скоростью 14—22 м/сек. Угол конуса мельницы также влияет на характер размола, а именно: уменьшение угла конуса приводит к усилению режущего действия ножей мельницы, а увеличение угла — к уменьшению этого действия. На характер размола массы влияет также расположение ножей на конусе мельницы. При групповом расположении ножей мельница работает с меньшим режущим действием, чем при их одиночном расположении через равные промежутки. Конические мельницы Жордана в СССР выпускаются таких же типоразмеров с углом конуса 22°, а также с базальтовой гарнитурой (марки МКБ). Как видно из таблицы, мельницы марки МКН в зависимости от их назначения и требований производства могут выпускаться в двух вариантах по мощности электродвигателя, а следовательно, и скорости вращения ротора. Конические мельницы Шартля — Миами фирмы Блек-Клоусон (США) выпускаются 11 типоразмеров с различными углами конусов и мощностью двигателя от 25 до 588 кет. Широкое применение находят также конические мельницы Жордана Мессон-Миджет (Англия) и скоростные мельницы Джонса (США). Скоростная мельница Джонса отличается малым габаритом, малым весом и компактностью. Она имеет конус длиной 500 мм и диаметром 350/200 мм, снабжена роликовыми подшипниками и двигателем мощностью 55 или ПО кет (число оборотов 900 или 1200 в минуту). Она очень экономична по расходу энергии и позволяет точно контролировать качество массы (имеется указатель зазора между ножами ротора и конуса). Подбирая соответствующую гарнитуру и электродвигатель, можно подвергать массу в этой мельнице как режущему, так и гидратирующему действию. Применяется скоростная мельница Джонса для размола тряпичной полумассы и целлюлозы при производстве высокосортных, конденсаторных и других видов бумаги . Гидрофайнер. Гидрофайнеры представляют собой скоростные конические мельницы с цельнометаллической литой гарнитурой, предназначенные для расчеса, рафинирования и гидратации массы без существенного укорочения волокна. Они отличаются малым габаритом, очень компактны и обладают вместе с тем сравнительно высокой производительностью.
Рис. 3. Скоростная мельница Джонса Наиболее распространен у нас гидрофайнер первой величины типа «Дилтс» завода Тампелла (рис. 4). Ротор диаметром 235/387 мм и длиной 673 мм насажен на стальной вал, снаружи имеет ножевую рубашку из хромистой стали, на которой выфрезерованы ножи трех размеров по длине толщиной от 10 до 14 мм в количестве 48 шт. (24+12+12). Чугунный корпус статора, как и ротор, снабжен съемной ножевой рубашкой из хромистой стали с выфрезерованными зигзагообразными ножами двух размеров (58 шт.) и толщиной 10—12 мм. Подшипники ротора сферические, перемещающиеся вместе с валом при его передвижении вдоль оси. На валу ротора со стороны входа массы установлена крыльчатка для гона массы. Присадка ротора производится перемещением его в осевом направлении, как и у мельниц Жордана, при помощи ручного маховичка. Некоторые современные конструкции гидрофайнеров снабжены электрическим, пневматическим или гидравлическим присадочным устройством, управляемым со щита.
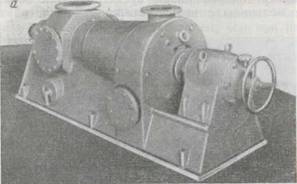
Рис. 4. Гидрофайнер: а — общий вид; б —разрез; / — ротор; 2— статор; 3 — присадочное устройство; 4 — муфта 5 — крыльчатка Ротор гидрофайнера приводится во вращение от электродвигателя мощностью 150 кет (число оборотов 1450 в минуту) без промежуточного редуктора. При этом окружная скорость по среднему диаметру ротора составляет около 24 м/сек. Благодаря установке на валу крыльчатки гидрофайнер может работать при концентрации массы до 6%. Такая концентрация массы, как известно, лучше способствует гидратирующему действию размола, чем более низкая, при которой обычно работают конические мельницы. Поэтому при двухступенчатой схеме размола на гйдрофайнерах и мельницах Жордана целесообразно иметь соответствующие концентрации массы на каждой ступени размола. Гидрофайнеры завода Тампелла выпускаются трех величин с мощностью двигателя 65, 150 и 260 кет. Гидрофайнеры Блек-Клоусон (США) выпускаются разных типоразмеров с мощностью двигателя от 37 до 300 кет и снабжаются автоматическим присадочным устройством «Дюотролл» (электродвигатель), управляющим присадкой ротора по заданной программе и поддерживающим нагрузку аппарата постоянной. Большое применение получили у нас также гидрофайнеры Юль-хафайнер, выпускаемые в Финляндии, и Эшер-Висс, выпускаемые в Австрии. В СССР гидрофайнеры выпускаются шести величин с мощностью двигателя от 55 до 600 кет и пропускной способностью от 5 до 150 т массы в сутки. Все гидрофайнеры имеют угол конуса 22° и могут работать в зависимости от назначения при разном числе оборотов ротора и разной мощности двигателя. (Подробная характеристика отечественных гидрофайнеров марки МКЛ приведена в «Справочнике бумажника», т. II, 1965 г.) Они с успехом применяются при двухступенчатой схеме размола в комбинации с мельницами Жордана при выработке многих видов бумаги из целлюлозы и в особенности крафт-мешочной, электроизоляционных и других видов бумаги из сульфитной целлюлозы и древесной массы. В последнем случае размол целлюлозы можно проводить на одних гйдрофайнерах. При выработке бумаги с высоким содержанием древесной массы, например газетной или типографской № 2 и 3, не требуется размол целлюлозы до высокой степени помола. Целлюлозу нужно только освободить от пучков (рафинировать), расчесать и слегка гидратировать. Более экономично такой размол осуществляется на гйдрофайнерах. При размоле бумажной массы в гйдрофайнерах степень помола массы растет незначительно, поэтому масса легко обезвоживается на сетке бумагоделательной машины. Наряду с этим улучшаются механические свойства бумаги, особенно сопротивление раздиранию, надрыву и излому, так как волокно хорошо фибриллируется и гидратируется при размоле без значительного укорочения и приобретает пластичность. 2.2. Схемы установок и работа конических мельниц. Конические мельницы могут быть использованы для домалывания и рафинирования массы в дополнение к роллам, а также в качестве самостоятельных размалывающих аппаратов непрерывного действия. В зависимости от назначения схемы их установок могут быть различными. В первом случае конические мельницы могут устанавливаться либо в ролльном отделе между массным и машинным бассейнами, либо после машинного бассейна непосредственно перед бумагоделательной машиной. Вторая установка предпочтительнее, так как позволяет быстрее исправлять недостатки качества массы, поступающей из ролльного отдела, и лучше приспосабливать ее к требованиям производства. Конической мельницей в этом случае управляет сеточник. Коническую мельницу для рафинирования и регулирования помола массы устанавливают сравнительно небольшой производительности с таким расчетом, чтобы она была полностью загружена, иначе аппарат будет работать неэкономично. При использовании конических мельниц в качестве самостоятельных размалывающих аппаратов непрерывного действия применяются циклические и непрерывные схемы размола. Первая из них применяется при сравнительно небольшой производительности установки и может быть использована при размоле до высокой степени помола массы. Она может с успехом применяться при выработке широкого ассортимента бумаги на одной и той же бумагоделательной машине, так как позволяет менять характер размола волокна. Количество размолотой массы, поступающей в метальный бассейн, устанавливается с таким расчетом, чтобы обеспечить бесперебойную работу бумагоделательной машины. Эффект обработки массы в этой системе зависит от степени присадки ротора мельницы и величины потока размолотой массы, возвращающейся в мельницу (т. е. от коэффициента рециркуляции). Чем больше загружена мельница и чем меньше от нее отводится размолотой массы в бассейн готовой массы, тем выше эффект ее обработки (больше увеличивается степень помола по Шоппер-Риглеру). Таким образом, в обеих схемах непрерывного размола массы в конических мельницах эффективность обработки массы регулируется присадкой размалывающих органов мельниц, а также отбором размолотой массы (или производительностью мельницы). Следовательно, между эффектом обработки массы и производительностью конической мельницы существует обратная зависимость, производительность мельниц зависит от вида волокна и требуемой степени помола массы. Принципиальная разница между двумя вышеуказанными схемами непрерывного размола массы заключается в том, что при размоле массы по второй схеме с рециркуляцией процесс обработки волокна прерывается на время циркуляции массы в бачке (при этом волокно лучше набухает). Кроме того, размол массы протекает при меньшем гидравлическом давлении в мельнице. В схеме с рециркуляцией напор массы не превышает обычно 2—3 м вод. ст., тогда как при подаче массы в мельницу насосом этот напор может достигать гораздо больших значений. Повышение гидравлического давления внутри мельницы при сильном дросселировании массы задвижкой на выходном массопроводе приводит к возрастанию потребления мощности мельницей, и этот повышенный расход энергии на размол не компенсируется пропорциональным возрастанием эффекта обработки массы. |


Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.