 |
|
МЕНЮ
|
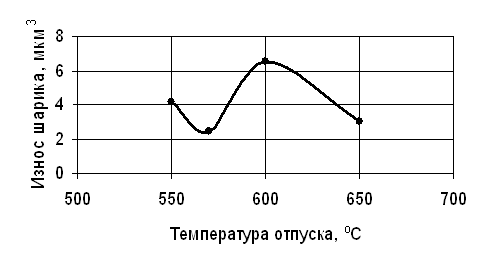
Дипломная работа: Исследования свойств штамповой стали после термической обработкиМаксимальное упрочнение в исследуемой стали достигается после отпуска на 570оС. С дальнейшим повышением температуры до 600оС износостойкость возрастает, а твердость уменьшается, что связано с различной природой выделяющихся карбидов. При 500–550оС выделяется промежуточный карбид типа Ме2С; выше 550–600оС – карбиды Ме23С и Ме6С. Отпуск выше 600–625оС усиливает коагуляцию карбидов. Также построена зависимость износа шарика в ходе эксперимента для каждого образца (рис. 40). Видно, что максимальный износ шарика был получен на образце с максимальной износостойкостью.
Рис. 40. Износ шарика в ходе экспериментов с образцами, отпущенными на разные температуры Из полученных данных следует, что наибольшей износостойкостью обладает сталь, отпущенная с температуры 600оС. Данное явление связано с тем, что при этой температуре отпуска проходило дисперсионное твердение, приводящее не только к увеличению твердости, но и росту износостойкости. Таблица 34. Сравнительная износостойкость образцов до и после напыления покрытий
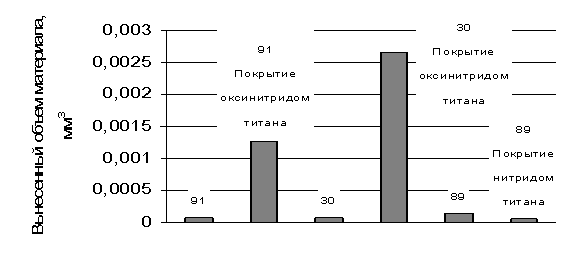
Сравнительная оценка износа исходного металла и металла с покрытием приведена на рис. 41.
Рис. 41. Гистограмма, представляющая сравнительную износостойкость стали с различными покрытиями Наибольшее сопротивление износу дает покрытие нитридом титана. Износостойкость при этом увеличивается в три раза. Наоборот, износ покрытий из оксинитрида титана идет активнее, чем на исходном образце. Причем износостойкость тем меньше, чем больше процент кислорода, введенный в покрытие. Для образца с маркировочным номером 91 износостойкость после нанесения покрытия уменьшается в 20 раз, а для образца 30 – в 40 раз. Таким образом, в перспективе возможно увеличение износостойкости материала за счет нанесения покрытий из нитрида титана. Обсуждение результатов исследования Известно, что прочность и вязкость снижаются в результате излишне высокого нагрева под закалку. Это ухудшение свойств – следствие роста зерна с повышением температуры, что является следствием стремления системы к уменьшению свободной энергии. При небольшом перегреве присутствующие в стали карбиды препятствуют росту зерна и заметному ухудшению свойств. Однако при высоких температурах закалки карбидная фаза растворяется в аустените, что снимает препятствия для роста зерна. Чувствительность к перегреву выявляется по величине зерна аустенита, получаемого после нагрева до разных температур. [1] В штамповой стали 4Х5МФ1С величина зерна определяет прежде всего пластические свойства, ухудшение которых недопустимо для инструмента, так как ведет к образованию трещин и разрушению при эксплуатации. Таким образом, определение размера зерна после того или иного режима термообработки является практически важной задачей. В настоящей работе была изучена зависимость размера аустенитного зерна от температуры нагрева под закалку. Так как с увеличением температуры аустенитное зерно растет (снижается вязкость стали), то согласно ГОСТ 5950–2000 для стали 4Х5МФ1С размер аустенитного зерна не должен превышать 8 балла. Исследования показали, что при температуре закалки 1 100°C обеспечивается достаточно мелкое зерно, соответствующее 8 баллу, что допустимо. Однако более предпочтительной для закалки является температура 1 070оС, так как в этом случае исключается возможность перегрева стали (балл аустенитного зерна 9). Величина действительного зерна аустенита в конечном итоге определяет дисперсность мартенсита. В данной работе была изучена микроструктура стали после закалки на различные температуры (рис. 12). Выяснено, что штамповая сталь 4Х5МФ1С после закалки имеет структуру, состоящую из мартенсита, аустенита остаточного и карбидов, причем количество карбидной фазы уменьшается с ростом температуры закалки (рис. 15). Форма и размер включений также меняются. Если при закалке на 950оС в структуре наряду с вытянутыми включениями цементитного типа присутствуют карбиды округлой формы (специальные), то при более высоком нагреве цементитный карбид, не обладающий достаточной теплостойкостью, а также мелкие карбиды других типов, полностью растворяются в аустените. В результате этого средний размер включения растет вплоть до 1 070оС, когда начинают растворяться более крупные карбиды. Количество аустенита остаточного в комплекснолегированных сталях после закалки колеблется в пределах 15–30%. Кристаллы мартенсита в исследуемой стали имеют вытянутое (реечное) строение; дисперсность структуры падает при увеличении температуры нагрева под закалку [4]. Твердость является важнейшим свойством инструментальной стали. Инструменты с недостаточной твердостью не могут резать; под действием возникающих напряжений они быстро теряют форму и размеры. С увеличением твердости в большинстве случаев возрастает и износостойкость. [1] Так как, инструментальная сталь должна обладать высокой прочностью, твердостью, износостойкостью, то в работе была изучена зависимость твердости стали 4Х5МФ1С от температуры закалки. Было выяснено, что при повышении температуры закалки с 950 до 1 100оС объемная доля карбидов уменьшается от 17,3 до 3,3% за счет их растворения в аустените (табл. 13), который насыщается легирующими элементами, что способствует увеличению твердости вплоть до 54 HRC (рис. 13). Однако твердость мартенсита определяет общую твердость стали главным образом в закаленном состоянии. В процессе высокого отпуска происходит распад мартенсита, и твердость стали зависит от выделяющихся карбидов. Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21, 22, 23, 24 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.