 |
|
МЕНЮ
|
Дипломная работа: Исследования свойств штамповой стали после термической обработки3.5 Влияние температуры закалки на аустенитное зерно Качество стали и ее термической обработки удобно контролировать по величине действительного аустенитного зерна. Допустимая величина зерна неодинакова для сталей разных структурных классов. Как правило, рекомендуется зерно баллов 11–9,5 для штамповых сталей нормальной теплостойкости и 11–10 для сталей повышенной теплостойкости [1]. В данной работе аустенитное зерно было выявлено методом окисления (см. п. 2.2.5.). В качестве травителя применялся пятипроцентный раствор пикриновой кислоты с добавками алкил-сульфата натрия. Для определения величины аустенитного зерна методом секущих при каждой температуре было просмотрено пять полей зрения. В таблице 26 дано количество зерен по длине линейки, имеющей сто делений. Цена делений шкалы окуляр – микрометра, если число совмещенных делений объект – микрометра с = 100, а число совмещенных делений окуляр – микрометра а = 85 Z = (100/85) × 0.01 = 0,012 мм. Величину аустенитного зерна при каждой температуре рассчитывали по формуле (2) учитывая, что длина линейки окуляр – микрометра L = 100. Таблица 26. Результаты оценки размера зерна методом секущих
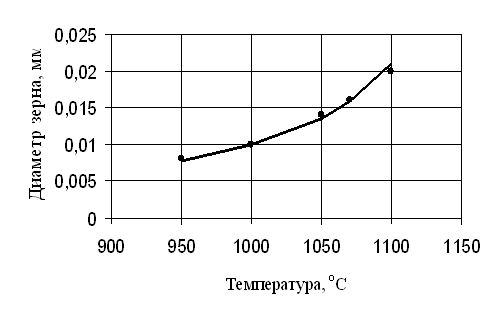
Видно, что с ростом температуры размер зерна увеличивается (см. рис. 31).
Рис. 31. Зависимость размера аустенитного зерна от температуры закалки При температуре закалки 950 и 1 000°C обеспечивается достаточно мелкое зерно, соответствующее баллу 10–11. При дальнейшем повышении температуры балл зерна уменьшается до 9–10 (при 1 050оС) и до 8–9 (при 1 100 и 1 070оС). В работе была проведена также оценка величины зерна аустенита с помощью метода хорд. Число произведенных замеров хорд для каждого образца не менее 150. Полученные данные и их статистическая обработка представлены в таблицах 27–31. Таблица 27. Определение величины аустенитного зерна стали 4Х5МФ1С после закалки на температуру 950оС
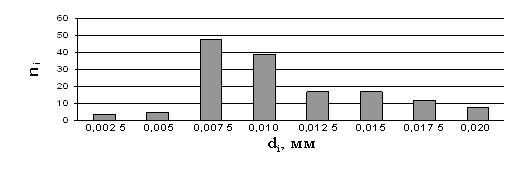
Видно, что в исследуемой структуре наибольшее количество зерен приходится на две размерные группы: 0,005–0,007 5 мм и 0,007 5–0,010 мм (табл. 27).
Рис. 32. Гистограмма распределения длин хорд зерен аустенита для образца, закаленного на температуру 950оС Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21, 22, 23, 24 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.