|
|
Дипломная работа: Исследования свойств штамповой стали после термической обработки
Таблица 28. Определение
величины аустенитного зерна стали 4Х5МФ1С после закалки на температуру 1 000оС
| № размерной группы |
Размер хорд di, мм
|
Количество хорд данного размера ni
|
Относительная доля длин хорд по
данной группе, % |
| 1 |
до 0,002 5 |
2 |
0,2 |
| 2 |
0,002 5–0,005 |
2 |
0,3 |
| 3 |
0,005–0,007 5 |
25 |
6 |
| 4 |
0,007 5–0,010 |
52 |
17 |
| 5 |
0,010–0,012 5 |
40 |
16 |
| 6 |
0,012 5–0,015 |
35 |
16 |
| 7 |
0,015–0,017 5 |
24 |
13 |
| 8 |
0,017 5–0,020 |
19 |
12 |
| 9 |
0,020–0,022 5 |
4 |
3 |
| 10 |
0,022 5–0,025 |
11 |
9 |
| 11 |
0,025–0,027 5 |
3 |
3 |
| 12 |
0,027 5–0,030 |
5 |
4,5 |
| Всего |
222 |
100 |
| Средний размер хорды, мм |
| 0,010 |
|
Среднее квадратичное отклонение
результата Sx
|
| 0,005 7 |
| Относительная ошибка ε, % |
| 7,0 |
Наибольшее количество
зерен приходится на размерные группы: 0,007 5–0,010 и 0,010–0,012 5 мм (см. табл. 28).
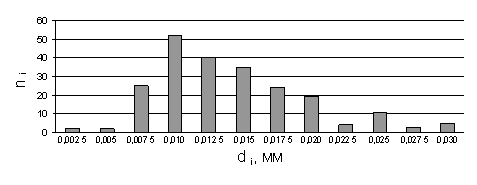
Рис. 33. Гистограмма
распределения длин хорд зерен аустенита для образца, закаленного на температуру
1 000оС
Таблица 29. Определение
величины аустенитного зерна стали 4Х5МФ1С после закалки на температуру 1 050оС
| № размерной группы |
Размер хорд di, мм
|
Количество хорд данного размера ni
|
Относительная доля длин хорд по
данной группе, % |
| 1 |
до 0,002 5 |
2 |
0,2 |
| 2 |
0,002 5–0,005 |
5 |
0,8 |
| 3 |
0,005–0,007 5 |
8 |
1 |
| 4 |
0,007 5–0,010 |
15 |
3 |
| 5 |
0,010–0,012 5 |
48 |
13 |
| 6 |
0,012 5–0,015 |
53 |
17 |
| 7 |
0,015–0,017 5 |
43 |
16 |
| 8 |
0,017 5–0,020 |
12 |
5 |
| 9 |
0,020–0,022 5 |
20 |
10 |
| 10 |
0,022 5–0,025 |
18 |
10 |
| 11 |
0,025–0,027 5 |
12 |
7 |
| 12 |
0,027 5–0,030 |
14 |
9 |
| 13 |
0,030–0,032 5 |
5 |
4 |
| 14 |
0,032 5–0,035 |
2 |
2 |
| 15 |
0,035–0,037 5 |
3 |
2 |
| Всего |
260 |
100 |
| Средний размер хорды, мм |
| 0,015 |
|
Среднее квадратичное отклонение
результата Sx
|
| 0,006 1 |
| Относительная ошибка ε, % |
| 4,0 |
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21, 22, 23, 24
|
|
