 |
|
МЕНЮ
|
Курсовая работа: Расчет технических параметров станковКурсовая работа: Расчет технических параметров станковМинистерство образования РФ Тольяттинский государственный университет автомеханический институт Кафедра: «Резание, станки и инструмент» Расчетно-пояснительная записка к курсовому проекту по дисциплине: “Расчет и конструирование станков” 06.С.03.15.00.000 ПЗ Студент: Цуркан А.В. Группа: МСКв - 501 Преподаватель: Гомельский М.В. Тольятти, 2006. Содержание 1. Расчет-обоснование технической характеристики станка 2. Кинематический расчет передач проектируемого привода 3. Прочностные расчеты передач, валов, шпиндельного узла 4. Краткое описание станка в целом и подробное описание конструкции привода подач 1. Расчет-обоснование технической характеристики станка Расчет выполнен по [1]. Определяем наименьший диаметр сверления: Dmin = (0,25…0,3)Dmax; где, Dmax-наибольший диаметр сверления. Dmin = (0,25…0,3)Dmax=(0,25…0,3)30=7,5мм. Определяем минимальную подачу при сверлении Dmin: При обработке самого мягкого (из заданных) материала по табл. 2.2.1:
Определяем максимальную подачу при сверлении Dmax: При обработке самого мягкого (из заданных) материала по табл. 2.2.1:
Определяем минимальную подачу при сверлении Dmin: При обработке самого твердого (из заданных) материала по табл. 2.2.1:
Определяем максимальную подачу при сверлении Dmax: При обработке самого твердого (из заданных) материала по табл. 2.2.1:
Определяем минимальную подачу при развертывании Dmin по табл. 2.2.2: Sminp =0,8мм, при материале режущей части инструмента из быстрорежущей стали. Определяем максимальную подачу при развертывании Dmax по табл. 2.2.2: Smaxp =1,2мм, при материале режущей части инструмента из быстрорежущей стали. В
качестве Smin
принимаем подачу, меньшую из Следовательно, Smin=0,13мм. В
качестве Smax
принимаем подачу, большую из Следовательно, Smax=1,2мм. Определяем максимальную скорость резания при сверлении при обработке самого мягкого материала:
где, СV, ZV, yV, m- коэффициенты и показатели степени; Т - среднее значение периода стойкости сверл;
Dmin- наименьший диаметр сверления; КV- поправочный коэффициент. Определяем период стойкости сверла по табл. 2.2.4: Т=25мин, для углеродистых сталей. Определяем коэффициенты и показатели степени, зависящие от материала изделия и инструмента по табл. 2.2.3: СV=7; ZV=0,4; yV=0,7; m=0,2. Определяем поправочный коэффициент: КV = КMV КИV; где, КMV- коэффициент, учитывающий механические свойства обрабатываемого материала. КИV- коэффициент, учитывающий материал инструмента. .Определяем коэффициент, учитывающий механические свойства обрабатываемого материала: КMV=1,25, для самого мягкого материала. Определяем коэффициент, учитывающий материал инструмента: КИV=1, для инструментальных сталей. КV = КMV КИV=1.25*1=1.25.
Определяем скорость резания при максимальной мощности резания:
где, Dmax- наибольший диаметр сверления;
Т=50мин, СV=9,8,ZV=0,4,yV=0,5,m=0,2, КMV=1,25, КИV=1; КV = КMV КИV=1.25*1=1.25.
Определяем минимальную скорость резания при сверлении при обработке самого твердого материала:
где,
Т=50мин, СV=9,8,ZV=0,4,yV=0,5,m=0,2, КMV=0,9, КИV=1; КV = КMV КИV=0.9*1=0.9;
Определяем минимальную скорость при развертывании: Vminp=Vpkp; где, Vp- скорости резания, для наибольшей подачи при диаметре развертки Dmax; kp- поправочный коэффициент. Vp=9,9м/мин, при Dmax=30мм и Smaxp =1,2мм. Определяем поправочный коэффициент: kp=0,78, для углеродистых сталей. Vminp=Vpkp=9,9*0,78=7,72м/мин. В качестве Vmin принимаем скорость, меньшую из Vminс и Vminp. Следовательно, Vmin=7,72м/мин. Определяем максимальную частоту вращения шпинделя:
Определяем минимальную частоту вращения шпинделя:
Определяем максимальный крутящий момент при сверлении самого твердого материала сверлом из быстрорежущей стали:
где, CM, ZM, yM –коэффициенты и показатели степени в зависимости от обрабатываемого материала (по табл.2.2.11); КМр– коэффициент, учитывающий влияние механических свойств стали на крутящий момент(по табл.2.2.12). Определяем коэффициенты и показатели степени, зависящие от материала детали и инструмента: CM=0,34; ZM =2; yM =0,8;
Определяем крутящий момент при максимальной мощности при сверлении самого мягкого материала:
CM=0,34; ZM =2; yM =0,8;
Определяем максимальную эффективную мощность при сверлении:
где, nN– частота вращения шпинделя при сверлении с максимальной мощностью. Определяем частоту вращения шпинделя при сверлении с максимальной мощностью:
Определяем установленную мощность электродвигателя:
где, η- коэффициент полезного действия привода. Определяем коэффициент полезного действия привода: Принимаем
предварительно
Определяем максимальное осевое усилие при сверлении самого твердого материала сверлом из быстрорежущей стали:
где, Ср, Zp, yp-значения коэффициентов и показателей степени в формуле окружной силы. Ср=680, Zp=1, yp=0.7.
Определяем тяговую силу, необходимую для осуществления подачи:
где, d- диаметр шлицев на шпинделе. Определяем диаметр шлицев на шпинделе: Принимается предварительно d=Dmax,следовательно, d=30мм.
Определяем коэффициент трения в направляющих пиноли и на шлицах шпинделя: Принимаем
2. Кинематический расчет передач проектируемого привода В данной работе ведется проектирование коробки скоростей вертикально-сверлильного станка. Диапазон регулирования частот ступенчатой части привода:
где: nmax = 1683,7 об/мин–максимальная частота вращения шпинделя, (см. п.1.9); nmin = 81,95 об/мин–минимальная частота вращения шпинделя, (см. п.1.8). Таким образом,
Определение числа ступеней подач [6]
где Rn = 20,545 – см. п. 2.1; φ – знаменатель геометрического ряда коробки подач, выбираем φ = 1,41 для вертикально-сверлильного станка;
Принимаем полученное значение равным: z = 11(исходя из ряда). Выбираем значения подач из нормального ряда чисел в станкостроении [3], который соответствует выбранному знаменателю ряда: 63; 90; 125; 180; 250; 355; 500;710;1000;1400;2000 об/мин. Построение структурной сетки Формула структуры привода имеет следующий вид:
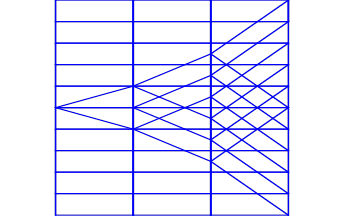
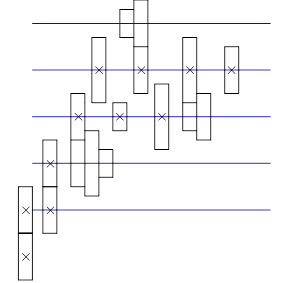
Структурная
сетка привода р1 = 2 р2 = 2 р3 = 2 х1 = 2 х2 = 3 х3 = 5 х3 = 5, так как для обеспечения 11 ступеней подач, необходимо одну перекрыть.
Рисунок 1 Разработка кинематической схемы За основу разрабатываемой схемы коробки подач возьмем кинематическую схему станка-аналога 2А135 [4]. Кинематическая схема коробки скоростей
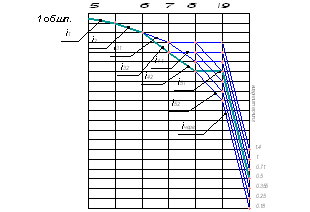
Рисунок 2 Построение графика подач График подач строится в соответствии с разработанной кинематической схемы станка. Он отражает подачи всех валов привода. Для построения графика используем структурную сетку. Причем понижающие imin и повышающие imax передаточные отношения должны соблюдать условия [10]:
Диапазон регулирования групповой передачи должен быть:
Исходя из этих условий, назначим минимальные передаточные отношения в коробке подач:
Примем передаточные отношения одиночных передач:
График подач
Рисунок 3 Назначение чисел зубьев шестерен Числа зубьев в групповых передачах назначаем по таблице 3 [8]. Таблица 1 Числа зубьев шестерен групповых передач
Числа зубьев шестерен одиночных передач:
Определим передаточное отношение i1:
Уравнения кинематического баланса Поскольку все передаточные отношения получаются с погрешностью, значения подач также получаются неточными. Отклонение значений частот вращения не должно превышать величины: Δ ≤ ±10ּ(φ – 1) %. Для знаменателя φ = 1,41 эта величина составляет Δ = 4,1 %. 1) Значение подачи на графике: S = 0,18 мм/об. Фактическое значение частоты вращения:
Отклонение значения подачи:
2) Значение подачи на графике: S = 0,25 мм/об. Фактическое значение подачи:
Отклонение значения подачи:
3) Значение подачи на графике: S = 0,355 мм/об. Фактическое значение подачи:
Отклонение значения подачи:
4) Значение подачи на графике: S = 0,5 мм/об. Фактическое значение подачи:
Отклонение значения подачи:
5) Значение подачи на графике: S = 0,71 мм/об. Фактическое значение подачи:
Отклонение значения подачи:
6) Значение подачи на графике: S = 1 мм/об. Фактическое значение подачи:
Отклонение значения подачи:
|
|||||||||||||||||||
 ;
; м/мин;
м/мин; ;
; м/мин.
м/мин. ;
; м/мин.
м/мин. ;
; ;
; ;
;
 ;
;
 ;
; 

Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.