 |
|
МЕНЮ
|
Дипломная работа: Проект участка механической обработки детали "Стакан"1) Рассчитываем коэффициент унификации конструктивных элементов деталей по формуле (1):
где QУ.Э. – число унифицированных элементов QЭ. – число конструктивных элементов
КУ.Э. = 0,1 < 0,6 следовательно, деталь не унифицирована. Это не позволит сократить количество режущих, мерительных и других видов инструментов. 2) Рассчитываем коэффициент точности обработки по формуле (2):
где ТСР. – средний квалитет точности обрабатываемой детали. Средний квалитет точности обрабатываемой детали определяется по формуле (3):
где n1 -число поверхностей детали точно соответствующим 1…19 квалитету.
КТ.Ч. = 0,93 > 0,8 следовательно, деталь является технологичной. 3) Технологичность детали по коэффициенту шероховатости определяем по формуле:
где БСР - средняя шероховатость обрабатываемой детали, мкм Средняя шероховатость обрабатываемой детали определяется по формуле:
где ni – число поверхностей детали точно соответствующие 1…14 квалитету шероховатости по Rа, мкм
По формуле (4) коэффициент шероховатости обрабатываемой детали:
КШ. = 0,4 > 0,16, следовательно, деталь является технологичной. Вывод: На основании качественной и количественной оценок деталь считается технологичной. 1.5 Определение типа производства Согласно ГОСТ 3.1108–74 – тип производства определяется по коэффициенту закрепления операций по формуле:
где SО – суммарное число различных операций; SР – суммарное число рабочих мест на данном участке цеха. Предварительно определяем количество станков для каждой операции по формуле:
где N – годовая программа, шт.; Тшт – штучное время, мин.; Fg – действительный годовой фонд времени работы оборудования, час; Fg – 4029 часов при двухсменной работе; hз.н. – нормативный коэффициент загрузки оборудования; hз.н. = 0,75…0,8. Определяем штучное время:
где ТО – основное время на операцию, мин
Определяем число рабочих мест по формуле:
Определяем фактический коэффициент загрузки рабочего места для каждой операции по формуле:
Определяем количество операций, выполняемых на рабочем месте по формуле:
Согласно ГОСТ 14.004–74 для среднесерийного производства – 10 £ Кз.о. = 12,2 £ 20 1.6 Расчет такта выпуска или величины партии деталей Для серийного производства рассчитываем партию запуска детали по формуле:
где N – количество деталей, шт.; t – необходимый запас заготовок на складе; ФУ – число рабочих дней в году, дн.
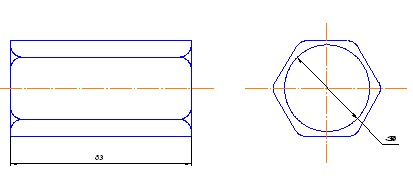
В данном разделе было определено назначение детали, подобран материал для ее изготовления, проведен анализ технологичности конструкции детали по которому деталь является технологичной, исходя из годового объёма выпуска деталей определен тип производства – серийный, а величина партии запуска составляет 315 деталей. 2. Технологическая часть 2.1 Выбор и обоснование способа получения заготовки Выбор способа изготовления заготовок зависит от их массы, серийности выпуска и сложности. Несмотря на то, что деталь средней сложности формы, она имеет поверхности, которые можно не обрабатывать. Для изготовления детали «Стакан» можно применить прокат из шестигранника, что позволит получать заготовки повышенного качества и с минимальным объемом механической обработки (в соответствии с рисунком 3). Для изготовления детали «Стакан» можно также применить заготовку, полученную из горячекатаного проката круглого сечения. Такой метод получения заготовки является экономичным и простым в изготовлении (в соответствии с рисунком 4). 2.1.1 Заготовка из проката
Рисунок 3 – Эскиз заготовки из проката шестигранного сечения Определим длину заготовки:
где LД – длина детали, мм; ПОБЩ – припуск общий, мм; ВРАЗР – ширина разреза, мм.
Определяется объем заготовки:
где F – Площадь шестигранника, м 3; Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21 |
 ,
,

 ;
;
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.