 |
|
МЕНЮ
|
Учебное пособие: Взаємозамінність, стандартизація та технічні вимірюванняПримітка.
Лекція №5 Тема: Взаємозамінність гладких циліндричних з’єднань 5.1 Положення поля допусків за стандартом ОСНОВНІ ВІДХИЛЕННЯ - граничні відхилення (верхнє або нижнє), що визначають положення поля допуску щодо нульової лінії. Для всіх полів допусків, розташованих нижче 0 лінії, основним (найближчим) є верхнє відхилення (es або ЕS). а для полів допусків, розташованих вище 0 лінії - ei або EI – нижнє відхилення. Усього для валів й отворів передбачено по 28 рядів основних відхилень, які позначаються однією або двома буквами латинського алфавіту – прописні для отворів і рядкові - для валів. Таблиця 1
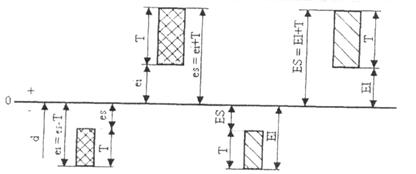
Основний отвір позначається літерою Н (Е1 - О). Основний вал - h (es = 0). Ряди основних відхилень від А (а) до Н (h) призначені для утворення посадок із зазором, від I (i) до N (n) - перехідних, і від P (p) до ZC (zс) - з гарантованим натягом. Для кожного літерного позначення величина і знак основного відхилення, а також допуск наведені в ДЕРЖСТАНДАРТі 25346-89. Друге (не основне) відхилення визначається із залежностей: EI(ei) = ES(es) - Т або ES(es) = EI(ei) + Т (рис. 1)
Рис. 1 Основні відхилення Для валів j й js й отворів J й JS поле допуску розташовується симетрично нульової лінії. Основні відхилення, що позначаються однією і тією ж літерою, однакові за величиною, але протилежні за знаком EI=-es для А-Н, ES = -ei для I-ZC. Із цього правила зроблене виключення для розмірів понад 3 мм для отворів J, К, М та N з допусками по 3-8 квалітетам і для отворів від Р до ZC з допусками по 3-7 квалітетам, для яких застосовується правило: ES=~-ei+Δ,
де ПОЛЕ ДОПУСКУ В ЕСКД утворюється з’єднанням основного відхилення і квалітету: для валів: h6, d10, s7, js5; для отворів: Н6, D10, S7, JS5. За основним відхиленням і допуском визначається і друге граничне відхилення, що обмежує дане поле допуску: EI(ei) = ES(es) - Т ES(es) = EI(ei)+T . Для тих полів допусків, у яких основним відхиленням є верхнє, нижнє визначається: для вала: es = ei – Td; для отвору: ES = EI – TD. Якщо нижнє відхилення є основним, тоді: для вала: es = ei + Td; для отвору: ES = EI + TD. 5.2 Одиниця допуску і квалітет У системі ІSО принципово допускаються будь-які з’єднання основних відхилень і квалітетів. Теоретично для кожного з розмірів до 500 мм з’єднанням до 20 квалітетів і 28 основних відхилень можна утворити більш 520 полів допусків валів і 518 полів допусків отворів. Величина основного відхилення для більшості полів допусків не залежить від КВАЛІТЕТУ (ступеня точності) - це сукупність допусків, що відповідають однаковому ступеню точності для всіх номінальних розмірів. Квалітет позначається порядковим номером, що зростає зі збільшенням допуску. Всього передбачено20 квалітетів (01, 0, 1, 2, 3, ..., 18). У цих квалітетів стандартом передбачені посадки. Скорочено допуск по одному із квалітетів позначається латинськими літерами, наприклад Н7. Допуск посадки IT = ai, де а - коефіцієнт, що залежить від квалітету, i - одиниця допуску. Практикою встановлено, що труднощі обробки в основному виникають зі збільшенням розмірів деталей за законом кубічної параболи: i Тут i - одиниця допуску для номінальних розмірів до 500 мм. D - середньоарифметичний розмір всередині розглянутого інтервалу розмірів. Так, для 3 мм i = 0.55, а для 500 мм i = 3.89. Тобто величина допуску на виготовлення розміру через i залежить від самого розміру. Для розмірів до 500 мм допуски у квалітетах від 01 до 4 визначені за формулами: IT 01 = 0.3 +0,008 Ди, де Ди – середнє геометричне його граничних значень. IТО = 0,5 + 0,012 Ди ITI = 0,8 + 0,020 Ди IT2 = ITI * IТЗ IТЗ = ITI * IТ3 IТ4=IТЗ * IT5 За цими формулами проводять розрахунок допусків і граничних відхилень для кожного інтервалу номінальних розмірів. Система допусків та посадок поширюється на розміри до 40000 мм. Вказаний діапазон розбитий на групи: до 500 мм, 500 - 3150 мм, 3150 - 10000 мм, 10000 -40000 мм - всі вони розбиваються на основні й проміжні інтервали. Для розмірів до 500 мм установлено 13 основних інтервалів (наприклад: від 10 до 18 мм). Проміжні інтервали введені для відхилень, що утворюють посадки з більшими натягами і зазорами для одержання більш рівномірних зазорів і натягів. Проміжні інтервали починаються з 10 мм (10-14 мм, 14-18 мм). 5.3 Система похибок Величина допуску не зовсім повно характеризує точність обробки. Основними джерелами появи відхилень заданих розмірів і форми виробу є похибки: - розмірів; - геометричної форми; - взаємного розташування поверхонь; - пов'язані із чистотою обробки (шорсткості): Ці 4 групи похибок у процесі виготовлення виникають під дією ряду причин, серед яких слід зазначити: а)неточність виготовлення устаткування (верстат, прес і т.д.); б)неточність виготовлення пристосувань для обробки, їхнє зношування; в)пружні деформації різальних інструментів, їхнє зношування, неточність виготовлення інструмента, температурний вплив; г)неоднорідність матеріалу, пружні деформації, температурний вплив тощо. Це система технічних похибок; 5 - виміру, включаючи похибки вимірювальних засобів; 6 - залежні від обраної технічної системи й режиму обробки; 7 - коливання припуску на механічну обробку тощо. Похибки при виготовленні деталей можна поділити на: 1) систематичні постійні (неправильно настроєний верстат); 2) систематичні змінні (зношування інструмента); 3) випадкові похибки. Якщо систематичні можуть бути виявлені і у ряді випадків усунуті в процесі підготовки виробництва або виготовлення деталей, то виявлення випадкових похибок вимагає вивчення. Численні досвіди показують, що випадкова похибка виготовлення дуже добре узгоджується із законом нормального розподілу.
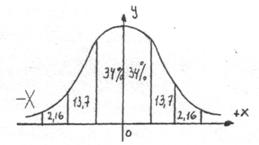
Рис. 2 Крива Гауса Крива показує, що найбільше число - 68% всіх виготовлених деталей мають похибки, близькі до середнього розміру, 27,4% деталей мають відхилення в межах від 1/3 до 2/3 допуску, і тільки незначна кількість деталей - 4,32% - має розміри, близькі до найменших і найбільших граничних розмірів. Нехай X - випадкова величина У- щільність імовірності σ - середньоквадратичне відхилення X За законом Гауса:
Якщо IT – допуск посадки, то площу, укладену між кривою й віссю X приймають за 1 або за 100%. Її можна виразити через інтеграл:
Беремо половину площі:
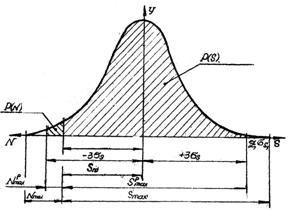
f(3)~0,4987≈0,5 2f(3)≈1=100% ВИСНОВОК: для похибок, які підкоряються закону Гауса, за зону розсіювання дійсних розмірів, що дорівнює допуску на виготовлення деталей, приймається зона +, -3σ або 6σ. Імовірність цього близька до 100%. Вихід за зону розсіювання становить усього 0.27%. Приклад: обробляється партія деталей 1000 шт, ІТ- відомий допуск посадки.
де L - дійсний розмір. Визначимо так названу залишкову похибку: X=l1 - L Згрупуємо дійсні розміри за групами: 40,02 - nl; 40,02-40,01 - n2; 40,01-40,00 – n3; ni ~ частота появи того самого розміру Емпірична крива: Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 ,
, 
 - певний інтеграл функції Лапласа.
Його можна знайти в будь-якому інженерному довіднику: при z = 3, х = 3σ, 2x = 6σ:
- певний інтеграл функції Лапласа.
Його можна знайти в будь-якому інженерному довіднику: при z = 3, х = 3σ, 2x = 6σ:
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.