 |
|
МЕНЮ
|
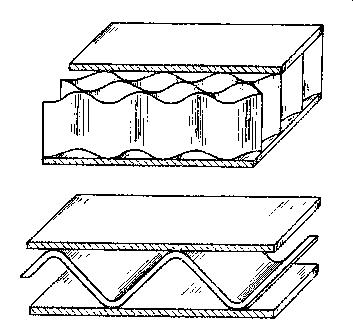
Реферат: Соединения деталей и узлов машинПайкой соединяют листы, стержни, трубы между собой и с плоскими деталямии др. Важную область составляют сотовые паяные конструкции (рисунок 9).
Рисунок 9 – Сотовые конструкции Припои должны быть легкоплавкими, хорошо смачивать соединяемые поверхности, обладать достаточно высокой прочностью, пластичностью, непроницаемостью. В технике применяют широкую номенклатуру припоев, разделяемую на группы по температуре плавления и по химическому составу. В машиностроении употребительны следующие припои. оловянно-свинцовые по ГОСТ 21930-76* ПОС 61, ПОС 40, ПОС 30, ПОС 10 и др. оловянно-свинцовые сурьмянистые и малосурьмянистые по ГОСТ 21930-76* (автомобилестроение, соединения цинковых и оцинкованных деталей и др.); серебряные, оловянные, оловянно-свинцовые с содержанием серебра до 10 % по ГОСТ 19738-74* (ответственные соединения, требуюшие высокой прочности, коррозионной стойкости, относительно невысокой температуры плавления, повышенной электропроводности); медно-цинковые сплавы - латуни (для большинства металлических деталей, кроме деталей, подвергаемых ударным и вибрационным нагрузкам). В процессе пайки для защиты поверхностей от загрязнения и окисления и соответственно для улучшения растекания жидкого припоя применяют флюсы. При низкотемпературной пайке применяют в виде флюса канифоль и ее растворы, вазелин, а также более активные флюсы, содержащие органические кислоты (олеиновую, молочную, лимонную) и др. Для повышения активности флюса добавляют фтористые и хлористые соли металлов. Применяют многообразные способы пайки: паяльником с периодическим подогревом или с непрерывным подогревом газом, жидким топливом или электрическим подогревом; газопламенными горелками; электронагревом (преимущественно электросопротивлением); в жидких средах; в печах; специальные. Наиболее проста пайка паяльником, наиболее производительны пайки в жидких средах и в печах. Расчет паяных соединений проводят по номинальному напряжению в зависимости от предела прочности. Значения предела прочности на срез при пайке наиболее распространенными оловянно-свинцовыми припоями:
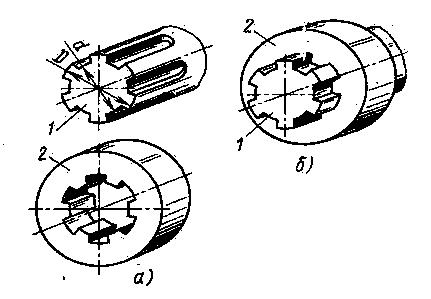
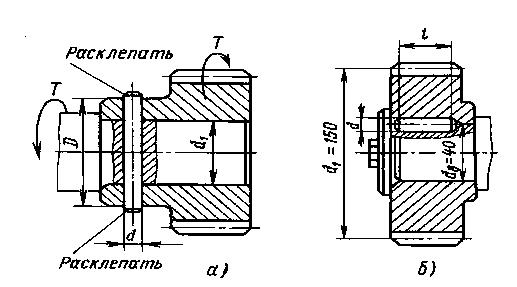
Предел прочности спая на растяжение (по опытам с серебряными припоями ПСр40 и ПСр45) для большинства сталей на 30-40 % выше τср, а для особо высоколегированных сталей выше до 2 и более раз. 10. Шлицевые соединения Шлицевые соединения (в соответстивии с рисунком 10) условно можно рассматривать как многошпоночное, у которого шпонки выполнены как одно целое с валом. Шпоночные и зубчатые соединения служат для закрепления деталей на осях и валах. Такими деталями являются шкивы, зубчатые колеса, муфты, маховики, кулачки и т. д.
Рисунок 10 – Детали (а) и шлицевое соединение (б): 1- вал; 2 – втулка (ступица) Соединения обеспечивают жесткое фиксирование деталей в окружном направлении и допускают их взаимные осевые перемещения (подвижные соединения). По форме поперечного, сечения различают три типа соединений: прямобочные ГОСТ 1139-80; эвольвентные ГОСТ6033-80; треугольные (изготовляются по отраслевым стандартам). Соединения с прямобочными зубьями распространены в машиностроении. В зависимости от числа зубьев (z=6?20) и их высоты ГОСТ 1139-80 предусматривает три серии соединений для валов с внешним диаметром от 14 до 125 мм.
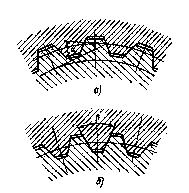
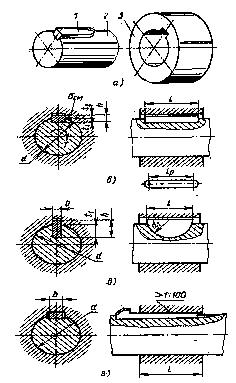
Рисунок 11 – Шлицевые соединения с эвольвентными (а) и треугольными (б) зубьями При переходе от легкой к тяжелой серии при неизменном внутреннем диаметре зубьев увеличиваются их число, внешний диаметр и, как следствие, нагрузочная способность. Центрирование, т. е. соосное положение соединяемых деталей, осуществляют: по внешнему (в соответстивии с рисунком 11, а) или внутреннему (в соответстивии с рисунком 11, б) диаметру зубьев, а также по боковым поверхностям зубьев. Для первых двух типов центрирования соединения имеют минимальные зазоры по поверхностям диаметров D и d соответственно и ограниченный зазор по боковым сторонам. По нецентрирующему диаметру предусмотрен значительный зазор. При третьем типе центрирования минимальный зазор устанавливают по боковым сторонам зубьев и значительные зазоры по поверхностям диаметров D и d. Стандартом предусмотрены три формы исполнения зубьев вала и одна для впадин втулки. Центрирование по внешнему диаметру зубьев технологически наиболее простое и экономичное, так как центрирующие поверхности допускают точную и производительную обработку. Такое центрирование применяют в основном для неподвижных соединений. Рекомендуемые посадки по ширине b при центрировании по наружному диаметру: F8/f7, F8/f8, F8/js7 и др. Центрирующие поверхности вала шлифуют, обеспечивая наиболее высокую точность центрирования. Такое центрирование используют обычно в подвижных соединениях: Рекомендуют следующие посадки по центрирующему диаметру d: H7/f7, H7/g6, Н7/ js7 и др. Центрирование по боковым сторонам зубьев применяют сравнительно редко, лишь в соединениях, подверженных реверсивным динамическим нагрузкам. Оно не обеспечивает соосности вала и ступицы, хотя имеет высокую нагрузочную способность. Рекомендуемые посадки по ширине b: F8/js7, D9/e8. D9/f8 и др. Соединения с эвольвентными шлицами более технологичны, чем прямобочные шлицевые соединения. Для обработки валов с эвольвентными шлицами требуется меньший комплект более простого инструмента и используется совершенная технология зубообработки. Соединения имеют более высокую точность и прочность благодаря большей площади контакта, большему числу зубьев и скруглению впадин, снижающему концентрацию напряжений. В cвязи с этим области применения соединений непрерывно расширяются. Их центрирование выполняют обычно по боковым поверхностям зубьев. Рекомендуемые посадки: 7H/7h, 7Н/9r, 7Н/8р - для неподвижных соединений и 9H/9f, 9H/9g, 11H/l0d - для подвижных соединений. В отличие от зубчатых колес угол профиля (α=30°) увеличен, а высота зуба уменьшена (h=m). По ГОСТ 603З-80 размерный ряд охватывает эвольвентные шлицевые соединения с модулями m=0,5?10 мм, наружными диаметрами D =4?500 мм и числами зубьев z=6?82. При использовании прямобочных и эвольвентных соединений для направления осевого перемещения деталей, посаженных на вал (например, зубчатых колес в коробках передач), твердость поверхности зубьев повышают до 54-60 HRC для уменьшения износа. Соединения с треугольными зубьями применяют преимущественно для неподвижных соединений при тонкостенных втулках, а также в соединениях стальных валов со ступицами из легких сплавов, в приборостроении. Они позволяют координировать положение вала и втулки в пределах малых углов. По рекомендации СЭВ (РС 656-66) угол профиля β=60° при номинальных диаметрах до 60 мм. Кроме таких соединений, в машиностроении по отраслевым стандартам изготовляют соединения с другими углами профиля (72°, 90° и др.) и D=5?75 мм. В быстроходных передачах авиационные и автомобильные коробки передачи т. п. точность центрирования шлицевых соединений часто недостаточна. Для ее повышения центрирование осуществляют по вспомогательным поверхностям (коническим, цилиндрическим, а иногда отказываются от применения соединений и колеса изготовляют как одно целое с валом.
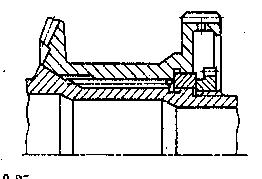
Рисунок 12 – Центрирования деталей шлицевого соединения по конической и цилиндрической дополнительным поверхностям Проектирование и расчет соединений. Основные размеры шлицевого соединения задают при конструировании вала. Длину соединения принимают не более 1,5D; при большей длине существенно возрастает неравномерность распределения нагрузки вдоль зубьев и трудоемкость изготовления. Учитывая, что соединения в машинах выходят из строя преимущественно из-за повреждения рабочих поверхностей зубьев и усталостного разрушения шлицевых валов, после проектирования выполняют проверочный расчет зубьев.
Рисунок 13 – Расчётная схема зуба шлицевого соединения Условие прочности по допускаемым напряжениям смятия имеет вид
где dm - средний диаметр соединения; z - число зубьев; h и l - соответственно высота и длина поверхности контакта зубьев; ψ - коэффициент, учитывающий неравномерное распределение нагрузки между зубьями и вдоль зубьев (ψ=0,5?0,7); [σсм] - допускаемое напряжение смятия на боковых поверхностях. Для соединения с эвольвентными зубьями принимают: [σсм] =0,2σв для неподвижных соединений с химико-термической обработкой зубьев; [σсм] =0,lσв - то же для подвижных соединений. Для соединений с зубьями без химико-термической обработки значения [σсм] снижают вдвое. Высота и длина поверхности контакта: для прямобочных зубьев
для эвольвентных зубьев h=m; dm=mz, где m – модуль зубьев. Шлицевым соединениям присуща высокая концентрация нагрузки, обусловленная погрешностями изготовления, смещениями осей деталей под нагрузкой, закручиванием деталей. Лишь в идеально точном соединении при действии вращающего момента Т нагрузка между зубьями распределена равномерно
При совместном действии момента и радиальной силы F, нагрузка между зубьями будет распределяться неравномерно
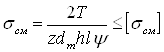
В реальных соединениях имеются погрешности в угловом шаге зубьев вала и втулки, а также радиальные зазоры, которые приводят к существенно неравномерному распределению нагрузки в окружном направлении и циклическому взаимному смещению деталей в осевом направлении, изнашиванию зубьев и развитию контактной коррозии. В приближенном расчете концентрацию нагрузки учитывают общим коэффициентом ψ. Для улучшения распределения нагрузки и повышения долговечности соединений повышают точность изготовления, совершенствуют формы деталей и выполняют ряд других мероприятий. 11 Штифтовые соединения Штифтовые соединения применяют при небольших нагрузках преимущественно в приборостроении. Соединяемые детали сопрягаются при этом по переходным посадкам.
Рисунок 14 – Штифтовые соединения Для исключения выпадения в процессе работы используют штифты: с насеченными канавками, вальцованные, резьбовые. Часто для этих же целей производят разведение концов штифтов.
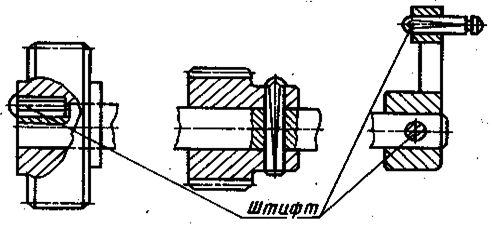
Рисунок 15 – Штифты (а – гладкие, б – с канавками, в – с резьбовым концом, г – разводной конический) Основные типы штифтов стандартизованы. Их изготовляют из углеродистых сталей 30, 45, 50 и др. По характеру работы штифтовое соединение подобно заклепочному (работает на срез и смятие). Для расчета соединения используют те же зависимости. Условие прочности при срезе радиального штифта,
а условие прочности по смятию
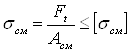
где Ft - срезающая сила (осевая или окружная); i - число поверхностей среза; Ас=πd2/ 4 - площадь штифта при срезе; Асм=d(D-d1) - площадь поверхности смятия (сжатия); [τc]=70?80 МПа - допускаемое напряжение при срезе; [σсм] =200?300 МПа - допускаемое напряжение при смятии. Срезающая сила при передаче вращающего момента Ft=2T/d1. Штифты диаметром d=(0,1?0,15)dв и длиной l=(3?4)dв (dв - диаметр вала) устанавливают по посадке с натягом Н7/r6 в отверстия, совместно просверленные и развернутые при сборке в валу и ступице по стыку посадочных поверхностей.
Рисунок 16 – Схемы к расчёту соединений радиальным (а) и осевым (б) штифтами Многоштифтовые соединения этого типа по прочности близки к шлицевым. 12. Шпоночные соединения Соединения двух соосных цилиндрических деталей для передачи вращения между ними осуществляется с помощью шпонки 1 (в соответстивии с рисунком 17, а), специальной детали, закладываемой в пазы соединяемых вала 2 и ступицы 3.
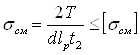
Рисунок 17 – Шпоночные соединения В машиностроении применяют ненапряженные (без нагрузки) соединения (с помощью призматических и сегментных шпонок (в соответстивии с рисунком 17, б и в), и напряженные соединения (с помощью клиновых шпонок (в соответстивии с рисунком 17, г)). Шпонки этих типов стандартизованы, их размеры выбирают по ГОСТ 23360-78, ГОСТ 24071-80 и ГОСТ 24068-80. Основные достоинства соединений состоят в простоте конструкции и возможности жесткой фиксации насаживаемой детали в окружном направлении. Однако соединения трудоемки в изготовлении, требуют ручной пригонки или подбора. Это ограничивает использование соединений в машинах крупносерийного и массового производства. Не рекомендуется применение соединений для быстровращающихся валов ответственного назначения из-за сложности обеспечения концентричной посадки сопрягаемых деталей. Шпоночные соединения применяют преимущественно в тех случаях, когда посадку с натягом не удается реализовать по условиям прочности или технологическим возможностям. Соединения призматическими шпонками. Применяются в конструкциях наиболее широко, так как просты в изготовлении и имеют сравнительно небольшую глубину врезания в вал. Шпонки имеют прямоугольное сечение с отношением высоты к ширине от 1 (для валов диаметром до 22 мм) до 0,5 (для валов больших диаметров). Их устанавливают с натягом в пазы валов. Рабочими у шпонок являются боковые узкие грани. В радиальном направлении предусмотрен зазор, В ответственных соединениях сопряжение дна паза с боковыми сторонами выполняют по радиусу для снижения концентрации напряжений. Материал шпонок - чистотянутая сталь 45 или сталь Ст6 с пределом прочности σв =590?750 МПа. Если принять для упрощения, что напряжения в зоне контакта распределены равномерно, и плечо равнодействующей этих напряжений равно 0,5d (где d - диаметр вала), то средние контактные напряжения (напряжения смятия, вызывающие смятие рабочих граней)
где Т
- вращающий момент; lр - рабочая длина шпонки; t2=0,4h
- глубина врезания шпонки в ступицу; На
практике сечение шпонки подбирают по ГОСТ 23360-78 в зависимости от диаметра
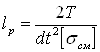
вала, а длину l шпонки назначают на 5-10 мм меньше длины ступицы. Затем по формуле (1) оценивают прочность соединения на смятие или
вычисляют предельный момент, соответствующий напряжению Рабочая длина шпонки lp=l-b может быть определена из очевидного соотношения.
Проверку
прочности шпонок на срез обычно не производят, так как это условие
удовлетворяется при использовании стандартных сечений шпонок и рекомендуемых
значений Если условие прочности не выполняется, то соединение образуют с помощью двух шпонок, установленных под углом 120 или 180°. Соединения характеризуются существенно неравномерным распределением нагрузки и напряжений как по высоте сечения, так и по длине шпонки. Это вызывает упругопластическое смятие рабочих граней пазов и шпонки, закручивание ее, особенно при наличии зазора между валом и ступицей. Поэтому длину шпоночных соединений ограничивают (l≤1,5d), а посадку зубчатых колес, шкивов, полумуфт и других деталей на валы осуществляют с натягом (посадки Н7/р6; Н7/r6; H7/s7; H7/k6 и т. п.). В этом случае шпоночные соединения по существу выключаются из работы и оказываются резервными, а шпонки обеспечивают лишь жесткую фиксацию в окружном направлении насаживаемых деталей. Соединения сегментными шпонками. Сегментные шпонки имеют более глубокую посадку и не перекашиваются под нагрузкой, они не требуют ручной пригонки. Однако глубокий паз существенно ослабляет вал, поэтому сегментные шпонки используют преимущественно для закрепления деталей на малонагруженных участках вала (например, на входных или выходных хвостовиках валов). Расчет
соединений с сегментными шпонками также производят по формуле, принимая t2=h-t1.
Допускаемые напряжения смятия |
 .
.
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.