 |
|
МЕНЮ
|
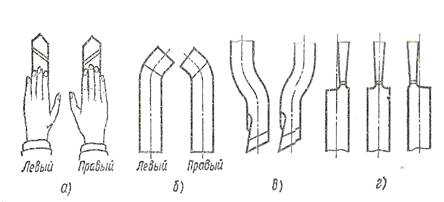
Реферат: Резцы, инструмент, режущий элемент, безопасность труда, токарный станок, резец, слесарное дело, токарное делоРеферат: Резцы, инструмент, режущий элемент, безопасность труда, токарный станок, резец, слесарное дело, токарное делоМинистерство транспорта Российской Федерации Федеральное агентство железнодорожного транспорта Государственное образовательное учреждение высшего профессионального образования Омский государственный университет путей сообщения (ОмГУПС) Кафедра «Технология транспортного машиностроения и ремонта подвижного состава» Тематический реферат по дисциплине «Учебная практика» Выполнил: студент гр. 16А _________ Проверил: преподаватель ________ Омск 2008 Введение................................................................................................................4 1.Отрезной резец………......................................................................................5 2 Токарный станок……………………………………………………………...8 2.1 Основные типы токарных станков……………………………………..….8 2.3. Главный привод станка. Механизм и коробка подач…………................9 2.4. Суппорт, фартук, задняя бабка и система смазывания станка…………12 3 Общие требования к организации рабочего места слесаря…………….….18 3.1 Организация рабочего места слесаря...........................................................22 4 Нарезание резьбы. Понятие о резьбе……..……….………….......................25 4.1.Основные элементы резьбы……………………….………..…..…………..27 4.2 Профиль резьбы…………………….………………....................................27 4.3 Основные типы резьбы и их обозначение ……………………………….30 Заключение…………………………………………………………………...…31 Библиографический список…………………………………………….…...…32 Введение Научно-технический прогресс в машиностроении привел к созданию токарных станков, различных по назначению (для точных работ, обработки длинномерных деталей, а также деталей типа дисков; для резьбонарезания , затылования и т.д.) и степени автоматизации (полуавтоматы, автоматы, станки с ЧПУ и т.д.). На современных станках с ЧПУ наряду с токарной обработкой (точением) можно выполнять и другие операции (фрезерование, внецентровое сверление, зенкерование и т.п.), позволяющие снимать со станка готовые детали. Слесарные работы – обработка металлов, обычно дополняющая станочную механическую обработку или завершающая изготовление металлических изделий соединением деталей, сборкой машин и механизмов, а также их регулированием. Слесарные работы выполняются с помощью ручного или механизированного слесарного инструмента либо на станках. 1.Отрезной резец Токарные резцы классифицируют: по материалу режущей части, характеру операций, форме лезвия, направлению движения, конструкции. По материалу рабочей части различают стальные резцы (с лезвиями из углеродистой, легированной или быстрорежущей стали), твердосплавные, керамические, алмазные, эльборовые. Резцы из углеродистой и легированной стали в настоящее время практически не применяют. В зависимости от характера выполняемых операций резцы бывают черновые и чистовые. Геометрические параметры режущей части этих резцов таковы, что они приспособлены к работе с большой и малой площадью сечения срезаемого слоя. По форме и расположению лезвия относительно стержня резцы подразделяют на прямые (рис.2, а), отогнутые (рис.2, б), изогнутые (рис. 2, б) и оттянутые (рис.2, г). У оттянутых резцов ширина лезвия обычно меньше ширины крепежной части. Лезвие может располагаться симметрично по отношению к оси державки резца или быть смещено вправо или влево. По направлению движения подачи резцы разделяют на правые и левые. У правых резцов главная режущая кромка находится со стороны большого пальца правой руки, если наложить ее на резец сверху (рис. 2, а). В рабочем движении такие резцы перемещаются справа налево (от задней бабки к передней). У левых резцов при аналогичном наложении левой руки главная режущая кромка также находится со стороны большого пальца (рис. 2,б). Такие резцы в движении подачи перемещаются слева направо. Отрезные резцы применяют для разрезания заготовок на части, отрезания обработанной заготовки и для протачивания канавок. Отрезные резцы работают с поперечным движением подачи (рис. 3, а). Отрезной резец имеет главную режущую кромку, расположенную под углом ф = 90° и две вспомогательные с углами ср' = = 1 ... 2° (рис. 3, а).
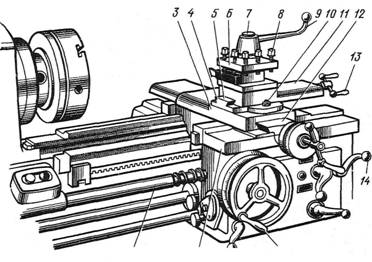
Рис.2. Разновидности токарных резцов Для уменьшения трения в процессе резания вспомогательные задние поверхности затачивают под углом q = Г 30'. У стандартных отрезных резцов ширина режущей кромки а = 3 ... 10 мм и выбирается в зависимости от диаметра заготовки по формуле а = 0,6D0'5. При отрезании детали резцом с прямой главной режущей кромкой (ф = 90°) на отрезанной заготовке остается шейка, поэтому приходится дополнительно подрезать торец заготовки. Для исключения этой операции применяют отрезные резцы с наклонной режущей кромкой Отрезной резец имеет одну главную и две вспомогательные режущие кромки. Для уменьшения трения вспомогательные задние поверхности затачивают под углами 1,5.2 градуса. Пластинчатый двусторонний нож 1 устанавливают в открытом угловом пазу державки 3 и закрепляют сверху при помощи специальной планки 2 и первого винта резцедержателя. Державка дополнительно закрепляется вторым винтом резцедержателя. В один комплект входят державка, планка и 15 сменных ножей с двусторонним расположением пластинок твердого сплава, что заменяет 30 напайных отрезных резцов. 2 Токарный станок 2.1 Основные типы токарных станков Станки токарной группы наиболее распространены в машиностроении и металлообработке по сравнению с металлорежущими станками других групп. В состав этой группы входят токарно-винторезные, токарно-револьверные, токарно-карусельные, токарные автоматы и полуавтоматы, и другие станки. Токарно-винторезные станки предназначены для наружной и внутренней обработки, включая нарезание резьбы, единичных и малых групп деталей. Токарно-револьверные станки предназначены для обработки малых и больших групп деталей сложной формы из прутка или штучных заготовок, требующих применения большого числа наименований инструмента. Токарно-карусельные станки предназначены для обработки разнообразных по форме деталей, у которых диаметр намного больше длины. Эти станки отличаются от других токарных станков вертикальным расположением оси вращения планшайбы, к которой крепится обрабатываемая деталь. Токарные автоматы предназначены для обработки деталей из прутка, а токарные полуавтоматы – для обработки деталей из прутка и штучных заготовок. Металлорежущие станки отечественного производства имеют цифровое обозначение моделей. Первая цифра в обозначении модели показывает, к какой технологической группе относится станок: 1 – токарные станки, 2 – сверлильные и расточные станки; 3 – шлифовальные станки и т. д. Вторая цифра указывает на типы станков в группе: 1 – одношпиндельные и 2 – многошпиндельные автоматы; 3 – токарно-револьверные станки; 5 – карусельные и т. д. Две последние цифры определяют технические параметры станка: высоту центров над станиной для токарного станка, наибольший диаметр обрабатываемого прутка для токарно-револьверного станка и т. д. Наличие буквы между цифрами указывает на произведенную модернизацию станка. Буква (Н, П, В, А, С) в конце цифрового обозначения модели определяет точность станка. Различают станки нормальной точности – класс Н (в большинстве случаев не указывается) ; повышенной точности – класс П; высокой точности (прецизионные) – класс В; особо высокой точности – класс А и особо точные (мастер-станки) – класс С. Например, в обозначении токарно-винторезного станка модели 16К20П цифра 1 обозначает группу токарных станков, цифра 6 – тип станка (токарно-винторезный), цифра 20 – высоту центров в см, буква К – модернизацию станка, буква П – станок повышенной точности. 2.2 Главный привод станка. Механизм и коробка подач Главный привод станка. В передней бабке размещены шпиндель и коробка скоростей (рис. 2.2), которые сообщают заготовке главное движение и подачу при выбранной глубине резания. Заготовка зажимается в кулачковом патроне, который крепится к фланцу шпинделя 13. Вращение от электродвигателя /, через ременную передачу 2 и муфт включения 3 передается на вал 5. Блок из трех шестерен 7, 8, 9, расположенный на валу 5, с помощью реечной передачи связан с рукояткой 17. Этой рукояткой блок шестерен вводится в зацепление с зубчатым колесом 4 (или 10, ил 11), жестко закрепленным на валу 6. Колеса 4 и 12 сопряжены соответственно с колесами 15 и 16, которые передают крутящий момент шпинделю через зубчатую муфту 14, соединенную с рукояткой 18. Если муфта передвинута вправо, то шпиндель получает вращение через зубчато колесо 16, а если влево – через зубчато колесо 15. Таким образом приведенная кс робка скоростей обеспечивает шесть ступеней частоты вращения шпинделя. Механизм и коробка подач. Механизм подач соединяет суппорт станка
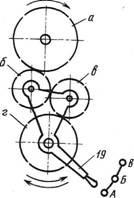
Рисунок. 2.3. Схема трензеля с коробкой скоростей, посредством реверсивного механизма (трензеля) и гитары осуществляет изменение направления и скорости перемещения суппорта станка. От коробки скоростей через трензель (рис. 2.3), который состоит из четырех зубчатых колес а, б, в, г, связанных с рукояткой/5 (см. рис. 2.2), осуществляется реверсирование движения приводного вала 20 суппорта станка. При нижнем крайнем положении рукоятки/9 (положении Л) зубчатые колеса (а, б, в, г) соединены последовательно и направление вращения вала 20 совпадает с направлением вращения шпинделя. При верхнем положении рукоятки 19 (положение В) соединены только зубчатые колеса (а, в, г) и направление вращения вала 20 изменяется на противоположное. В среднем положении рукоятки 19 (положение Б) зубчатые колеса б и в не соединяются с зубчатым колесом а и вал 20 не вращается. С помощью гитары (рис. 2.4) устанавливают (настраивают) зубчатые колеса с определенным передаточным отношением, обеспечивающим необходимое перемещение суппорта, на один оборот шпинделя станка. Расстояние L между валом 1 колеса а и валом 2 является постоянным. На валу 2 свободно установлен приклон 3 гитары, закрепленный болтом 4. Ось 5 промежуточных колес b и c можно перемещать по радиальному пазу, тем самым изменяя расстояние А между центрами колес c и d. Дуговой паз приклона позволяет регулировать размер В. Назначение коробки подач – изменять скорости вращения ходового винта и ходового вала, что обеспечивает перемещение суппорта с выбранной скоростью в продольном и поперечном направлениях. Вал 14 коробки подач (рис. 2.5) получает вращение от зубчатых колес гитары. Вместе с валом 14 на опорах 15 вращается и имеет возможность перемещаться вдоль него зубчатое колесо 11 вместе с рычагом 10. На одном конце рычага 10 вращается закрепленное на оси зубчатое колесо 12, сопряженное с зубчатым колесом 11, а на другом – расположена рукоятка 9. За рукоятку 9 рычаг 10 перемещается вдоль вала 14 и может занимать любое из десяти положений соответственно числу зубчатых колес в механизме / Нортона. В каждом из таких положений рычаг 10 поворачивается рукояткой 9 и удерживается ее штифтом, который входит в соответствующие отверстия на передней стенке 7 коробки подач. При этом зубчатое колесо 12 входит в зацепление с соответствующим зубчатым колесом 13 механизма 1,вращающего вал 2 с заданной частотой. Вместе с валом 2 вращается зубчатое колесо 3, которое может перемещаться вдоль него рукояткой. При перемещении вправо зубчатое колесо 3 с помощью кулачковой муфты 4 соединяется с ходовым винтом 5 и передает ему вращательное движение, а при перемещении влево – входит в зацепление с зубчатым колесом 8 и передает вращательное движение ходовому валу 6. 2.3 Суппорт, фартук, задняя бабка и система смазывания станка Суппорт. Он (рис. 2.6) предназначен для перемещения во время обработки режущего инструмента, закрепленного в резцедержателе. Он состоит из нижних салазок / (продольного суппорта), которые перемещаются по направляющим станины с помощью рукоятки 15 и обеспечивают перемещение резца вдоль заготовки. На нижних салазках по направляющим 12 перемещаются поперечные салазки 3 (поперечный суппорт), которые обеспечивают перемещение резца перпендикулярно оси вращения заготовки (детали). На поперечных салазках 3 расположена поворотная плита 4, которая закрепляется гайкой 10. По направляющим 5 поворотной плиты 4 перемещаются с помощью рукоятки 13 верхние салазки 3, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости относительно поперечных салазок и обеспечивать перемещение резца под углом к оси вращения заготовки (детали). Резцедержатель 6 (резцовая головка) с болтами 8 крепится к верхним салазкам с помощью рукоятки 9, которая, перемещаясь по винту 7, зажимает резец. Привод перемещения суппорта производится от ходового винта 2 и ходового вала, расположенного под ходовым винтом. Включение автоматических подач производится рукояткой 14
Рисунок. 2.6. Суппорт токарного станка Устройство поперечного суппорта показано на рис. 2.7. По направляющим продольного суппорта / ходовым винтом 12, оснащенным рукояткой 10, перемещаются салазки поперечного суппорта. Ходовой винт 12 закреплен одним концом в продольном суппорте /, а другим – связан с гайкой, состоящей из двух частей 15 и 13 и клина 14, которая крепится к поперечным салазкам'9. Затягивая винт 16, раздвигают клином 14 обе части 15 и 13 гайки, в результате чего выбирается зазор между ходовым винтом 12 и гайкой. Величину перемещения поперечного суппорта определяют по лимбу 11. К поперечному суппорту крепится гайками 7 поворотная плита 8, вместе с которой поворачиваются верхние салазки б и резцедержатель 5. На некоторых станках на поперечных салазках 9 устанавливается задний резцедержатель 2 для проточки канавок, отрезки и других работ, которые могут быть выполнены перемещением поперечного суппорта, а также кронштейн 3 с щитком 4, защищающим рабочего от попадания стружки и брызг смазочно-охлаждающей жидкости. Устройство резцедержателя показано на рис. 2.8. В центрирующей расточке верхних салазок 5 установлена коническая оправка 3 с резьбовым концом. На конусе оправки установлена четырехсторонняя резцовая головка 6. При вращении рукоятки 4 головка 2 перемещается вниз по резьбе конической оправки 3 и через шайбу 1 и упорный подшипник обеспечивает жесткую посадку резцовой головки 6 на конической поверхности оправки 3. От проворота при закреплении резцовая головка удерживается шариком, который заклинивается между поверхностями, образованными пазом на основании конической оправки 3 и отверстием в резцовой головке 6. При необходимости сменить позицию инструмента рукоятку 4 поворачивают против часовой стрелки. При этом головка 2 поворачивается и перемещается вверх по резьбе конической оправки 3, снимая усилие затяжки резцовой головки 6 на конусе конической оправки 3. Одновременно головка 2 поворачивает резцовую головку 6 посредством тормозных колодок, фрикционно-связанных с поверхностью расточки головки 2 и соединенных с резцовой головкой 6 штифтами 7. При этом шарик, расположенный у основания конической оправки 3, не препятствует повороту резцовой головки, так как он утапливается в отверстие, сжимая пружину. Если в процессе работы рукоятка 4 (в зажатом положении) стала останавливаться в неудобном положении, то, изменяя толщину шайбы 1, можно установить ее в удобное для работы положение. Фартук. Продольное и поперечное перемещение салазок суппорта производится через фартук 2 (рис. 2.9), который крепится к нижней поверхности продольного суппорта 1. Ручная продольная подача производится маховиком 15 (см. рис. 2.6), который через зубчатую передачу сообщает вращение зубчатому колесу 4 (см. рис. 2.9), катящемуся по рейке 3, закрепленной на станине 5 станка, и перемещает продольный суппорт 1 вместе с поперечным суппортом 6 и фартуком 2. Продольная подача суппорта 1 от ходового винта 2 производится включением разъемной гайки рукояткой/4 (см. рис. 2.6). Разъемная гайка (рис. 2.10) состоит из двух частей (1 и 2), которые перемещаются по направляющим А при повороте рукоятки 5. При этом диск 4 посредством прорезей В, расположенных эксцентрично, перемещает пальцы 3, в результате чего обе части гайки сдвигаются или раздвигаются. Если обе части гайки охватывают ходовой винт, то производится продольная подача (перемещение) суппорта; если они раздвинуты, то подача отключается.
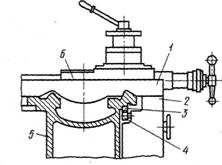
Рисунок. 2.9. Фартук Задняя бабка. Устройство задней бабки показано на рис. 2.11. В корпусе 1 (при вращении винта 5 маховиком 7) перемещается пиноль 4, закрепляемая рукояткой 3. В пиноли устанавливается центр 2 с коническим хвостовиком (или инструмент). Задняя бабка перемещается по направляющим станка вручную или с помощью продольного суппорта. В рабочем неподвижном положении задняя бабка фиксируется рукояткой б, которая соединена с тягой 8 и рычагом 9'. Сила прижима рычага 9 тягой 8 к станине регулируется гайкой 11 и винтом 12. Более жесткое крепление задней бабки производится с помощью гайки 13 и винта 14, который прижимает к станине рычаг 10. Система смазывания станка. Масла, введенные между контактирующими и взаимно перемещающимися поверхностями станка, образуют на них защитную пленку, которая уменьшает коэффициент трения. В результате этого уменьшаются износ деталей и затраты мощности привода на преодоление сил трения, повышается коэффициент полезного действия станка. Одновременно масла охлаждают контактирующие поверхности деталей при трении. Рис. 2.12. Условные обозначения основных элементов на кинематических схемах станков: 1 – ременные передачи: плоская 1, перекрестная 2, клиновая 3; 4 – цепная передача: 11 – зубчатые передачи: цилиндрическая 5, коническая 6, винтовая 7, червячная 8, реечная 9; III – передача ходовым винтом с неразъемной 10 и разъемной 11 гайками; IV – муфты: кулачковая односторонняя 12, кулачковая двусторонняя 13, конусная 14, дисковая односторонняя 15, дисковая двусторонняя 16, обгонная односторонняя 17, обгонная двусторонняя 18; V–тормоза: конусный 19, колодочный 20, ленточный 21, дисковый 22; 23–патронный конец шпинделя Страницы: 1, 2 |
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.