 |
|
МЕНЮ
|
Лабораторная работа: Разработка проектно-конструкторской документации для изготовления женского жакета по образцам моделейЛабораторная работа: Разработка проектно-конструкторской документации для изготовления женского жакета по образцам моделейФЕДЕРАЛЬНОЕ АГЕНСТВО ПО ОБРАЗОВАНИЮ ВЛАДИВОСТОКСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ЭКОНОМИКИ И СЕРВИСА ИНСТИТУТ СЕРВИСА, МОДЫ И ДИЗАЙНА КАФЕДРА СЕРВИСА И МОДЫ Лабораторная работа №1 Разработка проектно-конструкторской документации для изготовления женского жакета по образцам моделей Студент Гр КШ-05-01 ________Е. Г. Курбышева Руководитель __________Т.П. Олейник Владивосток, 2008 Конструкции изделия и разработки основных лекал Линии сопрягаемых срезов должны плавно переходить от одной детали к другой в месте их соединения. При проверке сопряженности срезов шаблоны смежных деталей укладывают на плоскости, совмещая одноименные срезы на 3-8 см от проверяемой линии. 1.4 Характеристика лекал Чертежи лекал деталей являются техническим документом, который определяет конструкцию, форму и размер деталей, технические условия на их обработку и раскрой. При разработке чертежей лекал деталей одежды необходимо учитывать факторы, которые определяют точность и надежность конструкции. К таким факторам относят: Ø Свойства материала; Ø Конфигурация и размещение линий членения изделия; Ø Методы обработки; Ø Оборудование. 1.5 Виды лекал В зависимости от назначения различают лекала-оригиналы(или это может быть чертеж конструкции), лекала-эталоны, и рабочие лекала. Лекала-оригиналы полностью соответствуют подлинному образцу модели изделия базисного размера. Рабочий комплект лекал деталей может быть представлен рабочими чертежами или эталонами (в зависимости от мощности предприятия). Рабочий чертеж лекала это основной технический документ, в условиях производства по рабочим чертежам изготавливают два вида лекал: Лекала-эталоны получают по лекалам-оригиналам путем градации их на все размеры и роста, рекомендованные в данной полнотно-возрастной группе. Они предназначены для изготовления образцов-эталонов швейных изделий и для проверки точности и качества рабочих лекал. Их выполняют из плотной бумаги. Рабочие лекала изготавливают по лекалам-эталонам. Они предназначены для выполнения обмеловки, вырезки и проверки кроя, изготавливают из плотного картона. 1.6 Последовательность выполнения рабочих чертежей лекал Для построения рабочих чертежей лекал каждую деталь в отдельности со всеми ее внутренними линиями и надсечками копируют с технического чертежа конструкции. Вокруг контура скопированных деталей, по перпендикуляру к линии контура, откладывают принятые технологические припуски, получая точки линий срезов деталей (внешних контуров лекал). Монтажные знаки переносят с линии шва на срез по нормали к линии шва. После оформления первоочередных срезов проверяют сопрягаемость срезов второй очереди (горловины, проймы, низа изделия, низа и оката рукава и др.). для этого лекала смежных деталей складывают таким образом, что бы в области необходимого сопряжения совмещались линии стачивания одноименных срезов и точки ближайших монтажных знаков на этих линиях. Если в конфигурации срезов в области стыковки сложных лекал обнаруживается нежелательная угловатость, контуры сопрягаемых срезов уточняют с использованием лекальных кривых. Концы срезов (углы лекал) деталей изделий на подкладке и без подкладки оформляют по-разному. Требования к изготовлению лекал без подкладки таковы, что ни одного миллиметра открытого среза в готовом изделии не должно оставаться не обметанным. Углы лекал оформляют с учетом положения срезов деталей в готовом изделии относительно линий соединяющих их швов, при этом часто получаются не удобные для раскроя контуры деталей, но требования к качеству швов не позволяют срезать нетехнологические выступы. Завершается оформление лекал-эталонов нанесением на каждую деталь маркировочных данных: наименование изделия, номер детали, размер, наименование детали, количество деталей кроя, материал, фамилия конструктора, подпись, дата изготовления. На одной из основных деталей проводится спецификация всех деталей, выкраиваемых из основной ткани, с указанием количества лекал и количества деталей в крое. Для моделей с ассиметричным решением деталей лекало левой и правой сторон изделия строят отдельно. На лекалах указывают лицевую или изнаночную сторону, на деталях клеевых прокладок – клеящую сторону. 1.7 Градация лекал Разработка новой модели одежды для промышленного изготовления ведется на базовый размер и рост в рекомендуемой для модели размерной и полнотной группе. Лекала деталей модели для остальных размеров и ростов получают техническим способом градации. Градацией лекал называют процесс построения лекал, подобных исходным. Сущность процесса градации заключается в увеличении или уменьшении линейных размеров исходных лекал по определенным правилам. Градация значительно ускоряет и упрощает процесс разработки лекал других размеров и ростов. Конструкцию одежды стабильного ассортимента допускается градировать также по полнотам. Построение чертежа градации вручную производят отдельно по размерам и ростам. Градацию по размерам, как более сложную, выполняют в первую очередь, затем каждый полученный размер градируют по ростам. Условно все способы градации лекал можно разделить на три группы: группировки, лучевой, пропорционально-расчетный. Способ группировки относится к наиболее обоснованным. Он позволяет получить наиболее точные лекала по смежным размерам. Для каждой модели разрабатывают конструкции и лекала на два размера одного и того же роста: на базовый и больший или меньший в данной размеро-полнотной группе. Затем лекала двух размеров каждой детали совмещают по оси градации. Одноименные точки лекал соединяют между собой отрезками прямых. Эти отрезки делят на равные доли в соответствии с количеством промежуточных размеров. Зная величины и направления приращений в каждой конструктивной точке при переходе от базисного размера к большему, сохраняют их неизменными и получают положение этих точек для всех меньших размеров. Лучевой способ используют для таких деталей, в которых оси градации совпадают с условными осями симметрии, в том случае, когда перемещение конструктивных точек происходит в радиальном направлении. При этом способе в детали из центра осей градации через все конструктивные точки проводят лучи-радиусы, на которых откладывают межразмерные приращения. Величины этих приращений определяют опытным путем, например способом группировки. Пропорционально-расчетный способ градации лекал. Для каждой конструктивной точки в лекале определяют горизонтальное и вертикальное приращения. Величины этих приращений рассчитывают в зависимости от величин исходных горизонтальных и вертикальных приращений и расположения конструктивной точки относительно осей градации. Величины исходных горизонтальных и вертикальных приращений определяют в зависимости от межразмерных приращений соответствующих размерных признаков. 2 Экспериментальная часть 2.1 Технологические припуски Технологические припуски по срезам рассчитываются в табличной форме, при изготовлении изделий по образцам и мелкими партиями. При составлении таблицы технологических припусков, необходимой для раскроя изделий по лекалам базовых конструкций, таблицу дополняют графой ПРИПУСК НА ПОДГОНКУ, но в данной работе это не требуется. Таблица 1. Технологические припуски на швы.
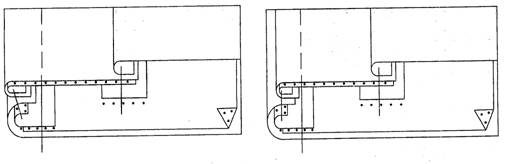
а б Схема технологической обработки борта женского жакета: а) на участке 1-ой бортовой петли; б) на участке ниже 1-ой бортовой петли
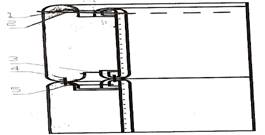
Структурная схема обработки воротника и соединение его с горловиной 2.2 Направление нитей основы на деталях Направление нити основы на деталях одежды и допускаемые отклонения (в %) определяются в соответствии с техническими условиями на раскрой детали. В отдельных случаях, например, если используется косой крой, направление нитей основы на деталях устанавливают по модели. Для изделий в клетку и полоску на деталях втачного рукава нити основы целесообразно наносить так, чтобы в готовом изделии они располагались отвесно. Таблица 2. Долевое направление нитей в деталях кроя и допускаемые отклонения от долевого направления Страницы: 1, 2 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.