 |
|
МЕНЮ
|
Курсовая работа: Розробка технологічного процесу обробки диску 07.02.00 в умовах дрібносерійного виробництва
2.11. Розрахунок похибок базування Для досягнення високої точності обробки деталі необхідно дотримуватись принципу єдності баз: конструкторські, технологічні, вимірювальні бази повинні співпадати, в такому разі похибка базування рівна нулю. При наявності порушення цього принципу виконується розрахунок похибки базування. Похибку базування співставляють з необхідною точністю розмірів та роблять висновок відносно можливості виконання заданої точності або необхідності заміни схеми базування.
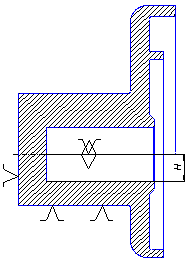
Таблиця 2.11.1 Похибка установки заготовки в пристосуванні ∆Еу розраховується з урахуванням похибок: ∆Еб – базування; ∆Ез – закріплення; ∆Епр – похибка виготовлення та зношення опорних елементів пристрою. Похибка установки визначається як граничне поле розсіювання положень вимірювальної поверхні відносно поверхні відліку в направленні витримуємого розміру. Еу = де: Еб – похибка установки заготовки на постійні опори, Еб=60мкм [1.14. ст.43]; Ез – контактна деформація стику заготовки – опора пристрою [1.22. ст.52]; Ез=[(Кrz x Rz + Kнб х HB) + G1] x Ез=[(0 + - 0,003 х 250) + 0,67 x Епр - для серійного та масового виробництва; Епр=Езн – зношення установочних елементів пристроїв: Еон=B x N = 1,2 x 4 = 4,8 мкм; (2.11.3) Еу = Аналізуючи отриману похибку
и порівнюючи точність відтворюючих розмірів 2.12. Визначення припусків на обробку та операційних розмірів деталі Визначення припусків розрахунково-аналітичним методом виконаємо для поверхонь, маршрут обробки яких передбачає багатоетапну послідовність обробки. В цьому випадку це поверхня Ø80Н7(+0,03). Технологічний маршрут обробки записуємо в таблицю розрахунків припусків. Також записуємо в таблицю відповідно кожному переходу значення елементів припусків. Для заготовок, отриманих литтям в кокіль, значення коефіцієнтів будуть дорівнювати: Rz=200мкм; Т=300 [6, 27. ст. 66]. Розрахунок припусків та граничних розмірів на обробку отвору Ø80Н7. Таблиця 2.12.1.
Після першого технологічного переходу величини T i Rz знаходимо по табл. 27 [6, стор.66]. та записуємо в таблицю. Величина просторового відхилення становить ρ=290 мкм. Величина верстатного просторового відхилення після чорнового розточування
Похибка установки при чорновому розточуванні: Е1 =
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 х
х
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.