 |
|
МЕНЮ
|
Курсовая работа: Разработка АСР температуры обжига цементного клинкера с циклонным теплообменникомКурсовая работа: Разработка АСР температуры обжига цементного клинкера с циклонным теплообменникомСодержание расчетно-пояснительной записки Введение 1 Анализ современного состояния автоматизации технологического процесса обжига цементного клинкера 1.1 Анализ литературных источников 1.2 Автоматизация процесса обжига цементного клинкера с циклонным теплообменником 1.3 Требования к автоматизированным системам контроля и управления 2. Определение параметров объекта регулирования 3. Выбор типового регулятора АСР и определение параметров его настройки для заданного технологического параметра 3.1 Определение параметров настройки ПИ - регулятора 4. Анализ динамических характеристик АСР при выбранном типе регулятора и найденных параметрах его настройки 5. Расчет одноконтурной цифровой АСР 6. Выбор технических средств автоматизации 6.1 Датчик температуры 6.2 Регулятор температуры 6.3 Исполнительный механизм Заключение Список используемой литературы Список аппаратных и программных средств Приложение 1 ВведениеЭффективность работы вращающихся печей цементной промышленности в немалой степени зависит от наладки технологического оборудования, процесса обжига клинкера и режима эксплуатации печей при выпуске клинкера высокой активности, минимальном расходе топлива и высоких технико-экономических показателях. Комплекс процессов, происходящих во вращающихся печах под воздействием тепловой энергии, весьма обширен и сложен. Процессы горения топлива, движения газов и материала, теплообмена и физико-химических превращений сырьевой смеси тесно связаны между собой и каждый из них имеет решающее значение. Они и определяют основные мероприятия при проведении наладки: подбор оптимального химического и минералогического состава клинкера в сырьевой смеси, обеспечивающего необходимые условия для высокоэффективной работы печи и стабильности процесса; выбор рациональной конструкции теплообменных устройств для интенсивного теплообмена и снижения потерь теплоты; отработка рационального режима сжигания топлива, обеспечивающего экономное его расходование и интенсивность высокотемпературных процессов; выбор оптимальных режимных параметров и отработка методов управления процессами. Производительность печей, удельный расход топлива зависят не только от конструктивных и технологических исходных характеристик, но и от режима работы. Форсирование режима до известного предела повышает производительность, но увеличивает унос материала, температуру отходящих газов, удельный расход теплоты. Дальнейшее форсирование может привести к сокращению производительности из-за большого уноса при одновременном резком увеличении удельного расхода теплоты. Уменьшение нагрузок печей против оптимальных также расстраивает их работу: происходит смещение зон, пересушка материала и т.д. Выбор и поддержание оптимальных нормативов, показателей и параметров технологического процесса оказывает решающее влияние на получение продукции заданного качества, а также на экономику предприятия. Обжиг клинкера - самый сложный, важный и энергоемкий передел. Общие энергозатраты на производство цемента распределяются примерно следующим образом: подготовка сырья - 10%, обжиг клинкера - 79%, помол цемента - 10%, прочие - 1%. Поэтому наладка процесса обжига, снижение энергозатрат, прежде всего затрат топлива приобретают исключительное значение. В основе наладочных работ лежит анализ процессов, происходящих в печи при многочисленных изменяющихся факторах. Не следует полагать, что проведение обычных наладочных работ обеспечит полную оптимизацию процесса обжига клинкера. Каждый оптимальный режим может быть рассчитан только с применением средств вычислительной техники на основании достаточно обширной и точной технической и химико-технологической информации, что требует специальных исследований. Совершенствование организаций и методов наладки, испытаний технологического оборудования, безусловно, способствует повышению технической культуры его эксплуатации, повышению эффективности цементного производства и ускорению освоения проектных мощностей предприятий. Интенсивное развитие цементной промышленности в последние годы, внедрение печных установок большой единичной мощности, вовлечение в производственный процесс сырьевых материалов более низкого качества ставят перед цементным производством новые проблемы. 1 Анализ современного состояния автоматизации технологического процесса обжига цементного клинкера1.1 Анализ литературных источниковПри обжиге сухих сырьевых смесей используют печи с циклонным теплообменниками. Размеры таких печей намного меньше размеров печей, работающих по мокрому способу, так как процессы подготовки сырья вынесены здесь в запечные агрегаты с интенсивным конвективным теплообменом, обеспечивающим эффективное использование теплоты отходящих газов. Высокая экономичность, малые размеры и низкие капитальные затраты при сооружении таких печей обеспечили им широкое распространение. Благодаря высокой степени декарбонизации сырьевой муки, поступающей в печь, улучшается ее текучесть и снижается тепловая нагрузка на печь. Эти особенности в сочетании с простотой регулирования позволяют легко управлять режимом обжига и обеспечивать надежную работу печного агрегата. На цементных заводах сухого способа производства успешно эксплуатируются печи с размерами 4х60, 5х75, 7/6,4х95 м. Печи для обжига сухих сырьевых смесей при равной производительности примерно вдвое короче печей для обжига шлама. Это достигается тем, что часть процессов выносится из печи в запечные теплообменные устройства. В России для обжига сухих смесей в основном используют печи с циклонными теплообменниками и с конвейерными кальцинаторами (печи "Леполь"). В основу конструкции печей с циклонными теплообменниками положен принцип теплообмена между отходящими газами и сырьевой мукой во взвешенном состоянии. Уменьшение размера частиц обжигаемого материала, значительное увеличение его поверхности и максимальное использование этой поверхности для контакта с теплоносителем интенсифицируют процесс теплообмена. Сырьевая мука в системе циклонных теплообменников движется навстречу потоку отходящих из вращающейся печи газов с температурой 900...1100°С. Средняя скорость движения газов в газоходах составляет 15...20 м/с, что значительно выше скорости витания частиц сырьевой муки. Поэтому поступающая в газоход между верхними I и II ступенями циклонов сырьевая мука увлекается потоком газов в циклонный теплообменник I ступени. Поскольку диаметр циклона намного больше диаметра газохода, скорость газового потока резко снижается и частицы выпадают из него. Осевший в циклоне материал через затвор-мигалку поступает в газоход, соединяющий II и III ступени, а из него выносится газами в циклон II ступени. В дальнейшем материал движется в газоходах и циклонах III и IV ступеней. Таким образом, сырьевая мука опускается вниз, проходя последовательно циклоны и газоходы всех ступеней, начиная от относительно холодной (I) и кончая горячей (IV). При этом процесс теплообмена на 80% осуществляется в газоходах и только 20% приходится на долю циклонов. Время пребывания сырьевой муки в циклонных теплообменниках не превышает 25...30 с. Несмотря на это, сырьевая мука не только успевает нагреваться до температуры 700...800°С, но полностью дегидратируется и на 25...35% декарбонизируется.
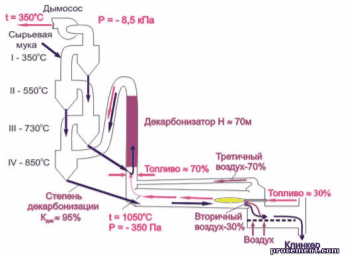
Рис. 1. Схема теплового агрегата для обжига клинкера по сухому способу. Перспективность применения сухих печей обусловлена тепловой экономичностью, высокой удельной производительностью, простотой конструкции, малыми размерами и низкими капитальными затратами. Недостатки печей этого типа высокий расход электроэнергии и относительно низкая стойкость футеровки. Кроме того, они чувствительны к изменению режима работы печи и колебаниям состава сырья. Поскольку степень декарбонизации цементной сырьевой муки, поступающей из циклонного теплообменника в печь, не превышает 35%, материал должен оставаться в печи продолжительное время для завершения процесса обжига. Для интенсификации процесса разработаны системы трехступенчатого обжига, принцип которого заключается в том, что между циклонным теплообменником и вращающейся печью встраивается специальный реактор - декарбонизатор. Сжигание топлива и декарбонизация материала в таком реакторе происходят в вихревом потоке газов.
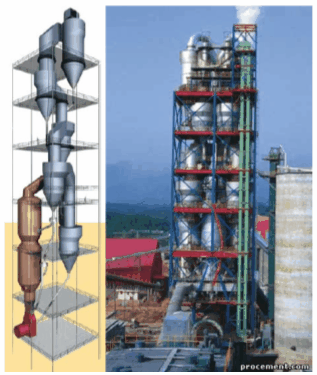
Рис. 2. Модель и реальный вид циклонного теплообменника с декарбонизатором. После прохождения циклонных теплообменников сырьевая мука с температурой 720...750 °С поступает в декарбонизатор. Частицы сырьевой муки и распыленное топливо диспергируются и перемешиваются. Теплота, выделяющаяся в результате сгорания топлива, немедленно передается частицам сырьевой муки, которые нагреваются до температуры 920...970°С. Материал в системе "циклонный теплообменник - декарбонизатор" находится лишь 70...75 с и за это время декарбонизируется на 85...95%. Установка декарбонизатора позволяет повысить съем клинкера с 1 м3 внутреннего объема печи в 2,5...3 раза. Удельный расход теплоты снижается до 3,0...3,1 МДж/кг клинкера. Кроме того, в декарбонизаторе можно сжигать низкокачественное топливо, а также бытовые отходы. Стоимость сооружения установки с декарбонизатором на 10% ниже стоимости установки с циклонным теплообменником той же производительности. Размеры установки невелики, и она может использоваться не только при строительстве новых заводов, но и при модернизации действующих печей. Вращающиеся печи с циклонными теплообменниками характеризуются простотой конструкции и соответственно эксплуатации, а также высокой теплотехнической эффективностью. Эффективность сухого способа производства, в частности с использованием вращающихся печей с циклонными теплообменниками, подтверждается многолетней практикой. В таблице 1 приведены показатели работы вращающихся печей цементной промышленности Японии. Таблица 1
Эти данные показывают, что удельная производительность печей с циклонными теплообменниками в 3 раза выше, чем печей мокрого способа. Удельная производительность печей с циклонными теплообменниками на практике в отдельных случаях более высока ≈73 кг/ (м3·ч), а при осуществлении мер по повышению частоты вращения может быть доведена до 95,8 кг/ (м3·ч). Система циклонных теплообменников работает по принципу противотока горячих газов и материала в системе в целом и прямотока в каждом цикле. Высокая эффективность теплообмена в циклонных теплообменниках обеспечивается вследствие непосредственного контакта частиц материала и горячих газов. Исследования процесса теплопередачи в системе циклонных теплообменников позволяют предположить, что основной теплообмен между газами и материалом протекает в газоходах (≈80%) и только на 20% в циклонах. Основные параметры газа в системе циклонных теплообменников: скорость в газоходах - 20-22 м/с; расход газа за циклонными 1,4-1,5 м3/кг клинкера; пылеунос из циклонов 6-9% расхода сырьевой муки. Удельный расход теплоты определяется многими факторами и уменьшается с увеличением размеров и мощностей печей. Так, печь с циклонным теплообменниками фирмы "Гумбольдт" при производительности 350 т/сут. Имеет удельный расход теплоты 920×4,1868, а при производительности 3500 т/сут. - 740×4,1868 кДж/кг. Время пребывания сырьевой муки в системе циклонных теплообменников очень непродолжительно - 25-30 c. За этот короткий промежуток времени газовый поток отдает теплоту и охлаждается примерно с 1050 до 300-350ºC, а сырьевая мука успевает получить теплоту и нагреться примерно от 50 до 780-800ºC. При температуре материала 780-800ºC, степень декарбонизации составляет 20-25%, при более высокой температуре - 800-810ºC может быть 30-35% и Толька в весьма благоприятных условиях теплообмена достигает 35-40%. Однако следует иметь ввиду, что на практике степень декарбонизации материала, поступающего из циклонных теплообменников в печь, обычно доходит до 40-45%. Это обусловливается выносом из печи прокаленного материала в систему теплообменников и должно учитываться при наладке процесса и определении фактической подготовки сырья в запечных теплообменниках. Циклонными теплообменниками оборудуются короткие вращающиеся печи (50-70 м). Теплообменники, установленные над загрузочными концами печей, располагаются один над другим и предназначены подобно конвейерным кальцинаторам для подогрева и частичной декарбонизации сырьевой смеси. Но в отличие от конвейерных кальцинаторов материал, подлежащий обжигу в теплообменники, поступает не в виде гранул, а в виде порошкообразной смеси. Вращающиеся печи с циклонными теплообменниками из прямоточных элементов, предложенные Ф. Мюллером, в начале пятидесятых годов стала выпускать фирма "Гумбольдт" (ФРГ). Вращающиеся печи с циклонными теплообменниками оказались настолько эффективными, что вслед за фирмой "Гумбольдт" их стали конструировать и выпускать почти все зарубежные фирмы, производящие оборудование для цементной промышленности. Наилучших результатов в отношении экономичности и мощности печей достигли фирмы "Полизиус", "Ведаг" и "Крупп" (ФРГ). Печи относительно небольшой производительности выпустили американский филиал датской фирмы "Смидт" и Пржеровский машиностроительный завод (Чехия). В настоящее время основное наиболее эффективное и перспективное направление развития техники производства цементного клинкера сухим способом состоит в применении и усовершенствовании вращающихся печей с циклонными теплообменниками. 1.2 Автоматизация процесса обжига цементного клинкера с циклонным теплообменникомЦементный клинкер обжигают во вращающихся печах. Вращающаяся печь представляет собой теплообменный технологический аппарат в виде вращающегося со скоростью 0,5 - 1 об/мин цилиндра, расположенного на опорах. Благодаря наклону (3 - 5% к горизонту) и вращению цилиндра на опорах сырьевой материал непрерывно перемещается в печи. Цилиндр вращается при помощи привода, устанавливаемого примерно посередине цилиндра. Современные вращающиеся печи для обжига клинкера, как правило, оборудованы запечными теплообменниками, в которых осуществляется подогрев и частичная декарбонизация сырьевой смеси. Расход тепла на обжиг клинкера составляет 750-850 ккал/кг клинкера. При мокром способе размол сырьевых компонентов осуществляется в мельницах в присутствии воды, которая играет роль понизителя твёрдости, интенсифицирует процесс помола и снижает удельный расход энергии на помол. Полученная сметанообразная масса (шлам) корректируется до заданного состава и направляется на обжиг. За счёт испарения воды шлама в печи расход тепла на обжиг увеличивается в зависимости от размера и конструкции печи составляет 5,45 - 6,7 Мдж/кг (1300-1600 ккал/кг) клинкера. При комбинированном способе сырьевая смесь готовится по схеме мокрого способа, затем обезвоживается на вакуум-фильтрах или вакуум-прессах, формуется (обычно в виде гранул) и поступает на обжиг. Расход тепла при этом составляет около 4,19 Мдж/кг (1000 ккал/кг) клинкера. На процесс, происходящий в печи, влияет множество факторов - количество, влажность, химический состав и тонкость помола шлама (или состав и количество муки), количество и калорийность топлива, температура и количество вторичного воздуха, волнообразность движения материала внутри печи и т.п. Правильному выбору и поддержанию заданного режима работы печи в значительной мере способствует автоматический контроль и автоматическое регулирование параметров процесса обжига. В настоящее время печи оснащают большим количеством приборов контроля и регулирования. Полная схема системы автоматического контроля и регулирования печи сложна и громоздка. Ниже рассмотрена упрощенная схема автоматического регулирования основных параметров печи. Вращающаяся печь в зависимости от характера процессов, протекающих в обжигаемом материале на различных ее участках, условно может быть разделены на зоны сушки, подогрева, кальцинирования, экзотермических реакций, спекания и охлаждения. Сырьевая смесь, поступающая в печь, в зоне сушки нагревается до температуры мокрого термометра. Этот участок характеризуется конвективным теплообменом между дымовыми газами и шламом. Большая часть тепла расходуется на испарение физически связанной влаги. Материал переходит в пластичное состояние, а в конце зоны гранулируется. Зона подогрева характеризуется быстрым ростом температуры до 700º C и дегидратацией минералов сырьевой смеси. В этой зоне происходит лучистый теплообмен между футеровкой и материалом, газом и материалом и регенеративный теплообмен через футеровку. |
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.