Курсовая работа: Разработка конструкторско-технологической документации на изготавление мужского пиджака в потоке
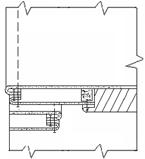 
А – существующий ; Тс=670
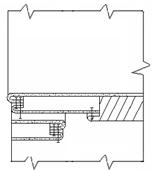
Б – проектируемый; Тп=471
Рисунок 5.2 – Варианты
обработки края борта подбортом.
Таблица 5.1.2
Технологическая
последовательность обработки края борта.
| № операции |
Наименование операции |
Специальность |
Ра-зряд |
Затрата времени, с |
Оборудование, приспособление |
| Существующий метод |
Проектируемый метод |
| 1 |
2 |
3 |
4 |
5 |
6 |
7 |
| 1 |
Соединение подбортов с клеевой прокладкой в области лацкана |
Пр |
3 |
- |
18 |
Пресс СS-371 КМН-1+12-36А 956А «Паннония»
Венгрия |
| 1а |
Соединение прокладки с подбортом прокладывая клеевую кромку
по срезу |
М |
1 |
150 |
- |
131-121+50 АО «Орша» Беларусь |
| 2 |
Нанести линии обтачивания углов лацканов и бортов на
деталях переда |
р |
3 |
18 |
18 |
Карандаш, лекало |
| 3 |
Обтачать лацканы и борта |
м |
4 |
150 |
150 |
131- 421- +100 АО «Орша» Беларусь |
| 4 |
Подрезать швы обтачивания лацканов и низа бортов |
Р |
2 |
23 |
23 |
Ножницы |
| 5 |
Выполнить надсечки на швах обтачивания бортов по линии
сгиба лацканов |
Р |
1 |
80 |
80 |
Ножницы |
| 6 |
Вывернуть борта на лицевую сторону |
Р |
2 |
38 |
38 |
спецколышек |
| 7 |
Настрочить швы обтачивания лацканов и бортов |
М |
4 |
- |
89 |
131-32+100 АО «Орша» Беларусь |
| 8 |
Выметать край борта и лацкан |
С |
3 |
70 |
70 |
Машина 2222кл ПО «Промшвеймаш» |
| 9 |
Проложить отделочную строчку по краю борта |
М |
4 |
120 |
- |
131-32+100 АО «Орша» Беларусь |
|
|
Удалить нить выметывания бортов |
Р |
1 |
21 |
21 |
спецколышек |
| Итого |
670 |
471 |
|
Проанализировав
существующий и проектируемый методы обработки края борта можно сделать вывод,
что сокращение затрат времени на 199 с произошло за счет настрачивания припуска
на обработку края борта подбортом и замены оборудования при соединение подбортов
с клеевой прокладкой в проектируемом методе.
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9, 10
|
