 |
|
МЕНЮ
|
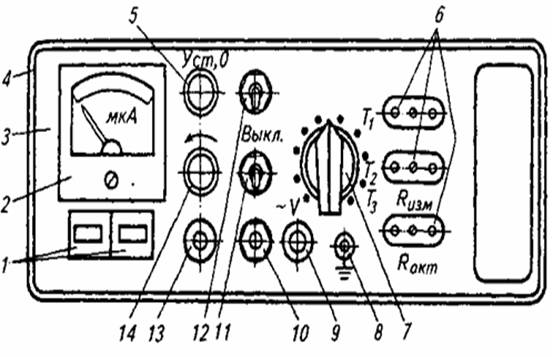
Курсовая работа: Майстерня по ремонту холодильників1. Прийом холодильного агрегату в ремонт і оформлення документації. При надходженні в ремонтний цех проводять зовнішній огляд агрегату і складають приймальну документацію. У ньому вказують марку агрегату, найменування заводу-виробника, заводський номер, комплектність, а також відомості про користувача (особа/організація, її адреса і відвантажувальні реквізити). Агрегати з непростроченим гарантійним строком піддають додаткової дефектації електронної частини, яка полягає у перевірці опору обмоток статора, міжфазного опору, опору по відношенню до кожуха компресора, наявності обриву внутрішніх сполучних проводів і пробою на корпус прохідних контактів. При необхідності підключають агрегат до електричної мережі і перевіряють несправності механічної частини компресорів. 2. Демонтаж електрообладнання і осушувальних патрона. Герметичний агрегат по транспортеру і рольганговому шляху подають до столу розбирання, де знімають щиток компресора і осушувальний патрон. Провід електродвигуна вентилятора від'єднують від клемної колодки компресора. Від’єднують дифузор від конденсатора, кронштейн електродвигуна вентилятора від плити. Вентилятор з кронштейном і дифузором знімають, від'єднують вентилятор від кронштейна. Після цього від'єднують і знімають електроарматуру: клемник, теплове реле, розподільний або пускозахисний Вентилятор в зборі направляють в електроцех на ремонт, електроарматуру – на дефектацию, осушувальний патрон – на регенерацію, дифузор, щиток і кріпильні деталі – на ділянку миття. 3. Розбирання агрегату. Перед розбиранням з агрегату видаляють холодоагент і масло. Для видалення холодоагента використовують спеціальний стенд, що складається з компресора, конденсаторів повітряного й водяного охолодження, балона, який міститься у ванні з водою, трубопроводів та вентилів, контрольно-вимірювальних та автоматичних приладів. Конструктивні особливості герметичних агрегатів не дозволяють повністю видалити з них олію, тому залишки масла видаляють після розрізання кожуха герметичного компресора. Конденсатор агрегату після видалення холодоагенту і масла від'єднують від компресора і ресивера. Для цього відгвинчують накидні гайки або відрізають нагнітальну і рідинну трубки. Трубки конденсатора і трубку (або нагнітальний штуцер) компресора заглушають. Компресор, ресивер і кронштейн вентиля від'єднують від плити. Конденсатор у зборі з плитою, ресивер і кріпильні деталі направляють на ділянку миття. Компресор агрегату встановлюють на підвіску ланцюгового транспортера і направляють на ділянку розрізання кожуха. 4. Мийка деталей і вузлів. Конденсатор з плитою, а також ресивер, дифузор, щиток, підставку мікроелектродвигуни вентилятора і деталі кріплення по рольгангу подають в мийну машину для очищення зовнішніх поверхонь. Дрібні деталі попередньо поміщають в спеціальну тару. Деталі в тарі, а також конденсатор в зборі з плитою промивають протягом 10 хв при температурі миючого розчину 75-95 °С, потім продувають стисненим повітрям. При необхідності очищають поверхні деталей від продуктів корозії і старої фарби. Внутрішні порожнини конденсатора промивають хлористим метиленом (R30) протягом 5 хв на спеціальній установці, а потім продувають стислим повітрям. 5. Дефектація деталей і вузлів. Дефектацію вузлів і деталей агрегату проводять за картками дефектів. Деталі та вузли, придатні для подальшого використання без ремонту, направляють на складання, деталі ж що потребують ремонту – в ремонт, ті що неможливо справити – бракують. 6. Збирання і сушка конденсаторно-ресиверної групи. Ресивер закріплюють на плиті, знімають заглушки з трубок конденсатора і вхідного штуцера ресивера. Під'єднують трубку конденсатора до штуцера ресивера за допомогою накидної гайки або паянням. Зібрану конденсаторно-ресиверну групу сушать у спеціальних печах при температурі 110 °С протягом 2 год, потім внутрішні порожнини групи продувають сухим повітрям (точка роси не вище -50 °С) і направляють на складання. Повітря в умовах спеціалізованої майстерні осушують на спеціальних абсорбційних установках, до складу яких входять 2-3 абсорбера. В одному із абсорберів осушується потік повітря, в інших абсорбент регенерується. В якості абсорбенту використовують силікагель КСМ вищого сорту. Для сушіння агрегатів та їх вузлів використовують сухе повітря, яке містить 0,01-0,03 г/м3 вологи, що значно менше вологи атмосферного повітря. Висушене на установці повітря з точкою роси -50 °С містить приблизно 0,03 г/м3 вологи, а повітря з точкою роси -60 °С – близько 0,01 г/м3. 7. Збір агрегату. Компресор і ресивер встановлюють на плиту. Нагнітальний штуцер компресора і штуцер ресивера з'єднують трубопроводами з конденсатором. Стики з'єднань вузлів агрегату запаюють, використовуючи припій Л62. 8. Випробування на герметичність місць з'єднань і вентилів. Агрегат встановлюють на рольганг ванни випробування на щільність, до штуцера всмоктуючого вентиля компресора приєднують шланг стиснутого повітря, а рольганг опускають у ванну з водою. Агрегат випробовують на щільність тиском сухого повітря 1,6 МПа протягом 5 хв. Температуру води у ванні підтримують у межах 40-45 °С. Бульбашки і пухирчаста висипка у місцях з'єднань і на сальниках вентилів не допускаються. 9. Зарядка агрегату холодоагентом і маслом. У процесі ремонту вузли герметичних агрегатів зневоднюють шляхом ретельної осушки, перед зарядкою агрегатів маслом і холодоагентом з них видаляють повітря. На ремонтних підприємствах раніше передбачалася осушка зібраних агрегатів при 110-115 °С протягом 4-6 год з наступним вакуумуванням протягом 3-4 год до залишкового тиску 13 Па (0,1 мм рт. ст.), що потребувало складного обладнання, а також значних затрат праці і часу. Більш прогресивною і ефективною за своїми результатами є технологія осушування і видалення повітря, яка передбачає дворазове вакуумування з проміжним заповненням агрегату паром холодоагенту або сухим повітрям. Двократне вакуумування проводять в наступній послідовності. Агрегат в зборі вакуумують до залишкового тиску 1,3 кПа (10 мм рт. Ст.), що досягається протягом 2-3 хв, потім заповнюють його технологічною дозою холодоагенту, в результаті чого в агрегаті утворюється повітряно-холодоагентова суміш тиском 0,2 ‑ 0,3 МПа з відношенням тисків повітря і холодоагенту в суміші від 1:200 до 1:300. Повітряно-холодоагентова суміш видаляють технологічним холодильним компресором і агрегат вдруге вакуумують до залишкового тиску 1,3 кПа. При дворазовому вакуумуванні в агрегаті досягається залишковий тиск повітря нижче 13 Па, значно знижується трудомісткість ремонту, оскільки виключається тривала осушка агрегату і скорочується тривалість вакуумування. Двократне вакуумування не вимагає значних витрат часу, що особливо важливо при потоковому методі ремонту. 10. Випробування на щільність місць з'єднань агрегату. Агрегат випробовують на щільність у ванні з водою, температура якої підтримується в межах 40-45 °С. Допускається випробування агрегату на щільність за допомогою електронних, галоїдних течешукачів або за допомогою галоїдної лампи. 11. Установлення електрообладнання. На компресор встановлюють клемну колодку і корпусне теплове реле. Запресовують робоче колесо на вал мікроелектродвигуна вентилятора, електродвигун встановлюють на кронштейн і закріплюють. Кронштейн кріплять до плити, дифузор – до конденсатора. Вивіряють зазор між лопатями робочого колеса та дифузора. Приєднують провідники заземлення, вимірюють опір ізоляції ланцюга управління агрегату. Перевіряють напрямок обертання вентилятора. 12. Обкатка агрегату. Обкатку агрегату для перевірки його працездатності, а також його осушення проводять на спеціальному стенді, у схему якого входять агрегат обкатки, вузол обкатки і технологічний шланг. Електроживлення до агрегату обкатки подається через електрокабель та спеціальний шестиполюсний роз'єм. Всмоктуючий вентиль компресора і рідинний вентиль при обкатці відкриті. Подачу холодоагенту регулюють вентилем вузла обкатки. Вузол обкатки складається з циліндричного корпусу, індикатора вологості та вентиля з метало-керамічним фільтром. Що знаходиться в корпусі адсорбент (синтетичний цеоліт NaA‑2МШ або NaA‑2KT) поглинає надлишкову вологу з циркулюючої під час обкатки масло-холодоагентової суміші. Фільтри з пористих метало-керамічних матеріалів дозволяють очистити холодоагент від частинок розміром від 4 до 45 мкм. Ступінь осушки масло-холодоагентової суміші контролюють за допомогою індикатора вологості. Дія індикатора побудована на здатності його чутливого елемента змінювати забарвлення при зміні концентрації води в середовищі, що омиває елемент. Чутливий елемент індикатора вологості являє собою фільтрувальний папір, просочений розчином бромистого кобальту СоВг2 з додаванням Со(N03)2. Обкатка агрегату триває протягом 4-8 год до моменту, коли забарвлення чутливого елемента індикатора відповідає концентрації води в холодоагенті не більше 15 мг/кг. Агрегат при обкатці повинен працювати без сторонніх шумів, вібрації вузлів, з рівномірним обмерзання технологічного шланга від вузла обкатки до всмоктуючого вентиля компресора. Обмерзання вентиля ресивера і вузла обкатки не допускається. 13. Остаточна комплектація агрегату і оформлення документації. У агрегату, що пройшов обкатку, закривають всмоктуючий і рідинний вентилі, від'єднують вузол обкатки і технологічний шланг, до штуцера рідинного вентиля приєднують штатний фільтр-осушувач, що містить 60-80 г цеоліту NaA-2KT і розрахований на підтримку безпечного рівня волого місткості в герметичній машині протягом тривалого часу експлуатації. Після перевірки герметичності місць з'єднань за допомогою течешукачів агрегат фарбують і зважують. На відремонтований агрегат оформляють паспорт, в якому вказують його технічну характеристику, дату і місце проведення ремонту, а також відповідність агрегату технічним умовам на ремонт. 2.4 Стенди для перевірки холодильного обладнання після ремонту 1. Переносний стенд СХ-2. Призначений для діагностики побутових компресійних холодильників як в спеціалізованій майстерні, так і на місці експлуатації. На панелі приладів стенду (рис. 2. 5) розташовані мікроамперметр 2, лічильники імпульсів 1, розетки (для підключення навантаження) 6, затискач заземлення 8, перемикач (для вибору вимірюваних параметрів) 7, потенціометр установки нуля для вимірювання активного опору Лакто 5, потенціометр установки напруги мегомметр 14, кнопка включення напруги 500 В при вимірі опору Rакт 13, вимикач мультивібратора 12, перемикач полярності мікроамперметра, кнопка включення живлення стенду 10, запобіжник 9, сполучний шнур з термоопором. Холодильник, що потребує перевірки підключають до стенду з допомогою шнура і по черзі, обертаючи ручкою перемикач параметрів, вимірюють електричні параметри холодильника і оцінюють їх відхилення від нормативних.
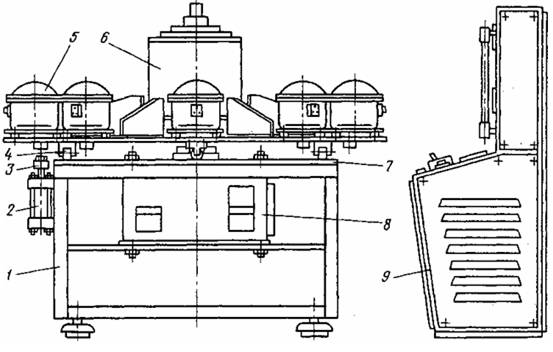
Рис. 2.5. Переносний стенд СХ-2 (лицева панель): 1 – лічильник імпульсів; 2 – мікроамперметр; 3 – панель приладів; 4 – корпус; 5, 14 – потенціометри; 6 – розетки; 7 –перемикач; 8 – затискач заземлення; 9 – запобіжник; 10 – кнопка ввімкненні живлення стенду; 11 – перемикач полярності мікроамперметра; 12 – вимикач мультивібратора; 13 – кнопка 2. Стенд для комплексної перевірки компресорів побутових холодильників. На стенді проводять комплексну перевірку компресорів за такими параметрами: об'ємної продуктивності при роботі на повітрі, споживаної потужності, температури обмоток електродвигуна, опору електричної ізоляції компресора між струмоведучими частинами і кожухом, збереження працездатності при коливаннях напруги в мережі, тривалості пуску компресора при коливаннях напруги на мережевих клемах пускозахисною реле. За допомогою цього стенду перевіряють компресори на безвідмовність, довговічність і виправлене рівень звукової потужності. Стенд (рис. 2. 6) являє собою роторну машину безперервної дії, на зварній станині якої знаходяться круглий стіл, а також пневматичний розподільний привід, виконаний спільно з робочим ротором, що містить місця для установки випробовуваних компресорів. Кількість позицій поділок визначається регулюванням розподільного приводу і може бути рівним 4, 6, 8 або 12, в залежності від кількості компресорів, що одночасно проходять випробування. В процесі обертання ротора для підігріву обмоток електродвигуна до необхідної температури через струмознімач на клеми компресора подається напруга. Ротор може обертатися як в автоматичному, так і в ручному режимі. Плавне обертання ротора при його незбалансованому завантаженні забезпечують роликові опори. Компресори встановлюють і знімають на одній або декількох позиціях завантаження, що знаходяться поза зоною роботи струмознімача. За допомогою пневмоциліндра, поєднаного з кабельним розйомом, компресори при бажанні можна підключити до вимірювальних ланцюгів шафи з контрольно-реєстраційної апаратурою і записуючих пристроїв. Муфти пневморозйому підключають вручну. Працює стенд наступним чином. Компресори, що підлягають тестуванню, послідовно встановлюють на «майданчику» робочого ротора. Швидкість обертання ротора вибирають в залежності від кількості використовуваних в циклі позицій поділок так, щоб час одного обороту ротора відповідало часу прогріву обмоток електродвигуна до 80...120 °С. Температуру обмоток вимірюють за допомогою моста опорів і омметра зі шкалою з діленнями в градусах Цельсія. Після цього контролюють тривалість пуску компресора при пониженій напрузі і визначають його об'ємну продуктивність за допомогою ротаметрів, підключених до нагнітального патрубка муфти пневмосистеми (відлік починають після досягнення паспортного тиску нагнітання). Далі за допомогою ватметра фіксують споживану компресором потужність.
Рис. 2.6 Стенд для комплексної перевірки холодильних компресорів: 1 – станина; 2 – пневмоциліндр; 3 – кабельний розйом; 4 – роликова опора; 5 – досліджуваний компресор; 6 – струмознімач; 7 – круглий стіл; 8 – пневматичний розподільний привід; 9 – шафа з контрольно-розподільною апаратурою 3. Стенд СФ-1 для вакуумування та заповнення холодоагентом холодильних агрегатів. Такі стенди використовують при ремонті компресійних холодильних агрегатів на підприємствах побутового обслуговування. Виконаний у вигляді шафи стенд складається з вакуум-насоса і дозатора фреону. Дозування холодоагенту здійснюється автоматично за допомогою блоку фотореле і проміжних реле, роздача фреону і вакуумування – через пістолети, які оснащені швидкодіючими клапанними муфтами з приводом для відсічення електропневматичних клапанів. Фреон подається попередньо осушеним, ступінь осушки його контролюється по індикатору вологості. 4. Стенд СТ-2 для перевірки терморегуляторів. Стенд представляє собою збірно-зварний стіл-пульт, всередині якого є рідинна ванна, шафа-відсік з електроапаратурою і холодильний агрегат. Терморегулятори, що перевіряються встановлюють на панелі рідинної ванни, опустивши кінці їх капілярів в робочу рідину на довжину, зазначену в технічних умовах. Робочу рідину охолоджують до температури розмикання контактів тестованих терморегуляторів. Охолодження і підігрів робочої рідини відбувається автоматично холодильним агрегатом за допомогою електромагнітного вентиля, яким управляє манометричний термометр. Розмикання і замикання контактів терморегуляторів фіксують світлові табло, розташовані на лицьовій панелі. Температуру робочої рідини з необхідною точністю контролюють термометром. Терморегулятори перевіряють шляхом порівняння показників термометра в момент загоряння відповідного табло зі значеннями температур, вказаних в технічних умовах даних терморегуляторів. При перевірці терморегуляторів з верхнім температурним параметром 32 °С включають лампу розжарювання для нагрівання їх корпусів. Необхідну швидкість зміни температури робочої рідини, задану технічними умовами на тестовані терморегулятори, встановлюють за допомогою регулюючих вентилів, розташованих на лицьовій панелі. 5. Стенд для випробування кожухів герметичних компресорів на міцність і щільність. Після зварювання кожухів герметичні компресори випробовують на міцність повітрям або інертним газом в броневанні під тиском 2...2,2 МПа (в залежності від виду холодоагенту). Випробування на щільність проводиться також повітрям або інертним газом при тиску 1,6 МПа. Герметичний компресор повинен знаходитися під водою. Якщо при цьому не з'являються бульбашки повітря, то вважається, що зварені шви витримали випробування. Щоб уникнути гідравлічного удару, випробування кожухів герметичних компресорів на міцність і щільність проводять на стенді окремо. На міцність герметичні компресори випробовують у броневанні, не заповненій водою, а на щільність – у відкритій ванні з нержавіючої сталі, заповненої водою, яку встановлюють біля броневанни. Випробування на міцність проводять наступним чином: всмоктуючий і нагнітальний штуцери компресора Км підключають до шлангів і опускають його в броневанну, закривають кришку ванни Кр і піднімають тиск до заданого значення (2 ... 2,2 МПа). Витримують необхідний час, потім тиск у кожусі компресора скидають до 1,6 МПа, відкривають кришку ванни (при тиску вище 1,6 МПа електрозамок кришки не відкривається). За допомогою вантажопідіймального пристрою герметичний компресор переносять з броньованими БВ у відкриту ванну В з водою. Після перевірки на щільність компресор виймають, скидають надлишковий тиск і від'єднують шланги. 6. Установка УГ-1 для перевірки відремонтованих холодильних агрегатів на щільність. Якість пайки та зварювання холодильних агрегатів та їх щільність перевіряють у спеціальних ваннах УГ-1 у водному середовищі при температурі 50 ... 60 °С. Установка складається з ванни, що заповнюється водою, механізму завантаження (на платформу якого укладають холодильний агрегат), стійки, рухомої рами і виносного шафи з електроапаратурою. Піднімає та опускає платформу механізм завантаження, що працює зі швидкістю 4 м/хв від електродвигуна потужністю 0,6 кВт. Горизонтальне переміщення платформи (ручне) здійснюється по напрямній рейці. Для перевірки холодильних агрегатів на щільність шланг від балона з азотом підключають до зарядного штуцера, заповнюють агрегат азотом і опускають його у ванну з водою. Потім включають освітлення ванни і перевіряють стан зварних швів. Нещільність швів визначають по появі бульбашок азоту в місцях неякісної зварювання. Ванна зсередини висвітлюється двома герметичними світильниками потужністю по 40 ... 60 Вт і напругою 36 В. 7. Стенд для перевірки холодильних агрегатів на щільність. Замість азоту тут застосовують сухе повітря, що значно зменшує собівартість ремонту. Основні елементи стенду: корпус, панель управління, осушувальний патрон, масловіддільник, індикатор вологості, ресивер, герметичний компресор ХКВ-6 і пневмосистема. Стенд комплектується опорним майданчиком для монтажу на установці УГ-1. Холодильний агрегат перевіряють звичайним способом у ванні з водою. Замість азоту в агрегат нагнітають повітря, пропущений попередньо через цеолітовий осушувальний патрон і масловіддільник. Оглядове вікно індикатора вологості, розташоване на лицьовій панелі стенду, призначено для спостереження за зміною колірної забарвлення чутливого елемента. Порядок роботи на стенді наступний. Розміщують холодильний агрегат на платформу установки УГ-1. За допомогою напівмуфти під'єднують системи холодильного агрегату до пневмосистеми стенду. Разом з холодильним агрегатом опускають платформу установки УГ-1 у ванну з водою. Підключають стенд до мережі змінного струму напругою 220 В. Включають компресор стенду і доводять тиск в холодильному агрегаті до 1,4 МПа. При досягненні надлишкового тиску у випробуваному холодильному агрегаті герметичний компресор стенду повинен автоматично відключатися. Контроль за тиском здійснюється за електроконтактних манометрів ЕКМ-IV. У разі порушення герметичності системи холодильного агрегату в воді з'являться бульбашки повітря. Після закінчення випробувань холодильний агрегат витягують з ванни. |
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.