|
|
МЕНЮ
|
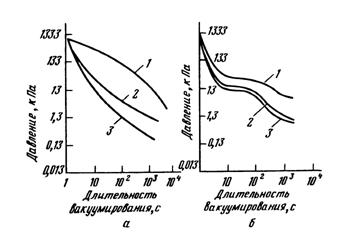
Курсовая работа: Изучение и разработка оборудования для заправки холодильных агрегатов компрессионного типа маслом и хладагентомКривые зависимости остаточного давления от длительности вакуумирования показаны на рис. 2.2
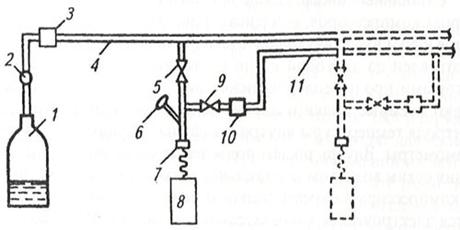
Рис. 2.2 Зависимость остаточного давления от длительности вакуумирования: а – первичного; б – вторичного; 1 – в конденсаторе; 2 – в агрегате; 3 – в кожухе Оборудование для вакуумирования и заправки: 1 вакуумный насос 2 галоидный течеискатель 1 заправочная станция 2 заправочный цилиндр 3 манометр 4 Электронное смотровое стекло 5 Механический термометр 6 Термостат 7 Электронные весы и дозаторы 8 Щипцы-проколка Первичное вакуумирование Операцию ведут до остаточного давления 10 мм рт.ст., после чего в агрегат вводят 60-80 г хладона для получения воздушно-фреоновой смеси. Как уже указывалось, вакуумирование с промежуточным заполнением агрегата небольшой дозой хладона и последующим вторичным вакуумированием обеспечивает низкое остаточное давление воздуха в агрегате. Проверка агрегата на герметичность Наличие в агрегате фреона при отсутствии в нем масла позволяет эффективно проверить герметичность при помощи галоидного течеиспускателя. Проверку ведут в специальной кабине, имеющей приточно-вытяжную вентиляцию. Агрегат желательно предварительно подогреть, что улучшит условия обнаружения течи. Вторичное вакуумирование Перед вакуумированием агрегата откачивают воздушно-хладоновую смесь. Для этого используют холодильный компрессор, выпуская хладон в атмосферу либо ресивер. Откачку хладона ведут до остаточного давления примерно 0,1 ати, после чего оставшуюся воздушно-фреоновую смесь вакуумируют до остаточного давления не более 20 ати. Это будет соответствовать наличию в агрегате воздуха с остаточным давлением 0,08-0,1 ати. Такое вакуумирование агрегата не вызывает затруднений и обеспечивается в течении нескольких минут. Заполнение агрегата маслом и фреоном Вначале агрегат заполняют маслом, затем после включения мотор-компрессора – хладоном. Количество масла и хладона должно в основном соответствовать нормам, рекомендуемым заводами-изготовителями, однако в каждом отдельном случае они должны корректироваться. Определение необходимой дозы смазочного масла В настоящее время при ремонте холодильных агрегатов бытовых холодильников масло заменяют путем слива отработанного и заправки нового, предварительно взвешенного. Однако применение такого метода приводит к значительным потерям хладонового масла. Рекомендуется дозирование осуществлять в установившемся режиме в соответствии с максимальным противодавлением с предварительной выдержкой агрегата и масла в режиме максимальных эксплуатационных температур и подачей в течение всего времени выдержки на обмотки встроенного электродвигателя стабилизированного напряжения, равного половине номинального. Причем дозирование заканчивают при стабилизации потребляемой мощности в соответствии с требованиями стандарта. 3. Конструкторский раздел 3.1 Принципиальные схемы и описание применяемого оборудования Значительное количество на мировом рынке холодильников и морозильников приводит к необходимости улучшения технического обслуживания их при эксплуатации. Бытовую холодильную технику в основном (до 95 %) ремонтируют на дому у владельцев. При определении дефектов используется портативная диагностическая аппаратура, а при выполнении ремонта помимо стандартного инструмента и приспособлений — еще малогабаритное оборудование. Созданы специальное оборудование и аппаратура для диагностики неисправностей и проверки качества работы отремонтированной бытовой холодильной техники. Применение современных диагностических и измерительных приборов позволяет повысить качество ее ремонта и с большой точностью диагностировать причины отказов при эксплуатации. Для восстановления неисправных сборочных единиц холодильной бытовой техники организованы специализированные предприятия. Оборудование и контрольно-измерительная система таких предприятий представляют собой технический комплекс, на котором последовательно выполняют все необходимые ремонтные работы. 3.1.1 Устройство для заполнения холодильного агрегата хладагентом и маслом С помощью этого устройства достигаются повышение точности заполнения агрегата хладагентом и уменьшение возможности аварии. Принцип действия устройства следующий: паровая часть баллона 1 (см. рис.3.1) через фильтр-осушитель 2 и редукционный клапан 3 соединена с заправочной магистралью 4, к которой через вентиль 5 и быстросъемную муфту 7 подсоединяется холодильный агрегат 8. Одновременно через клапан 10 магистраль 11 для отвода паров хладагента через вентиль 9 также подключается к холодильному агрегату 8. На линии подключения холодильного агрегата установлен манометр 6. Редукционный клапан 3 настраивают на давление, равное давлению насыщения масла, находящегося в картере компрессора, а клапан 10 - на давление, соответствующее температуре кипения хладагента в испарителе в рабочем режиме.
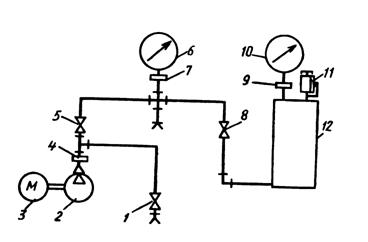
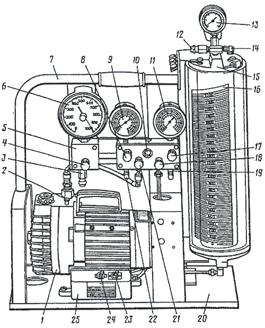
Рис. 3.1 Схема устройства для заполнения холодильного агрегата хладагентом и маслом: 1 - баллон; 2 - фильтр-осушитель; 3 - редукционный клапан; 4 - заправочная магистраль; 5, 9 - вентили; 6 -манометр; 7 - быстросъемная муфта; 8 - холодильный агрегат; 10 – клапан; 9 - магистраль для отвода паров Устройство работает следующим образом. Газообразный хладагент из баллона 1 через фильтр-осушитель 2 и редукционный клапан 3 вводят во всасывающую линию отключенного компрессора при открытом вентиле 5 на заправочной магистрали 4 и закрытом вентиле 9 на магистрали 11, отводящей пары хладагента, с давлением, равным давлению насыщения масла в картере компрессора. Дозу хладагента, насыщающую масло, устанавливают исходя из рекомендуемого количества хладагента, заполняющего агрегат, по паспорту холодильника. При достижении давления в агрегате, равного давлению в заправочной магистрали, вентиль 5 на заправочной магистрали 4 закрывается и включается герметичный компрессор холодильного агрегата 8. При достижении максимального давления на линии всасывания компрессора открывается вентиль 9 на линии, отводящей пары хладагента. Пары хладагента давлением выше давления кипения хладагента в испарителе в рабочем режиме удаляются через клапан 10 в линию, отводящую пары хладагента. Холодильный агрегат отсоединяют по окончании обкатки холодильного агрегата. 3.1.2 Переносная установка для вакуумирования и заполнения холодильных агрегатов хладагентом (ПУВЗ) Установка предназначена для вакуумирования и заполнения хладагентом агрегатов бытовых холодильников. Конструктивно установка выполнена с учетом возможности её переноски по цеху и её доставки на дом к владельцам холодильников. На каркасе установки размещен вакуум-насос 2 (рисунок 2.20) с электродвигателем 3. Над вакуум-насосом расположены короб со смонтированными в нем тремя вентилями, система гидропневморазводки, а также система электроразводки и коммутации. К основанию каркаса прикреплена дугообразная ручка, изготовленная из трубы. К системе гидропневморазводки подключен мановакуумметр. С правой стороны установки находится дозатор с манометром. На дозаторе установлена стеклянная трубка с измерительной шкалой. На дне дозатора расположен нагревательный элемент для подогрева хладагента. К выходному штуцеру установки с помощью накидной гайки крепится гибкий рукав с быстросъемной муфтой для подключения к баллону с хладагентом и холодильному агрегату. Принцип работы установки основан на откачивании воздуха из системы холодильного агрегата и создании разрежения с последующим заполнением системы холодильного агрегата хладагентом из дозатора установки. При этом разрежение (вакуум) контролируется по мановакуумметру, давление в дозаторе — по манометру, количество заправляемого хладагента — по мерной шкале и переводной таблице. Установка и холодильный агрегат связаны гибким шлангом с быстросъемной муфтой.
Рис. 3.2 Схема установки ПУВЗ: 1 – вентиль впуска воздуха; 2 – вакуумный насос; 3 – электродвигатель;4, 7 – проходник; 5 – вентиль вакуумирования; 6 – мановакуумметр; 8 – вентиль заправки холодильного агрегата, дозатора; 9 – втулка; 10 – манометр; 11 – стравливающий клапан; 12 – дозатор.
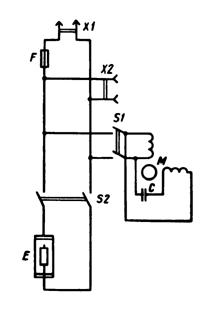
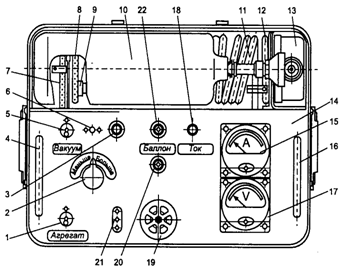
Рис.3.3 Электрическая схемам установки ПУВЗ: Х1 – подключение установки в сеть 220В; F – предохранитель; Х2 – подключение холодильного агрегата к установке; S1 – включение вакуумного насоса; М – электродвигатель; С – конденсатор; S2 – включение электронагревателя; Е - электронагреватель 3.1.3 Стенд СР-1 Малогабаритный стенд предназначен для ремонта холодильных агрегатов. С помощью стенда можно определить дефект и заполнить агрегат хладоном на дому, а также в передвижных и стационарных мастерских. Корпус стенда (рис. 3.4) выполнен из листового алюминия и разделен перегородкой на два отсека. В один отсек вставлен и закреплен блок приборов 14, в другом отсеке расположены: баллон 10 со шлангом, мановакуумметр 13, соединительный шнур 7 для питания стенда, шланг 11 с полумуфтой 12, ключ специальный герметичный 9, шнур 8 подключения агрегата к стенду. Крышка стенда служит для предохранения приборов от повреждения во время транспортировки. На приборной панели блока находятся: вольтметр 17, амперметр 15, кнопка 18 шунтирования амперметра, вентиль 19, две полумуфты агрегатные 20 и 22, предохранитель 3, сигнальная лампа 6, тумблеры 1 и 5, ручка 2 автотрансформатора, ручки 4 и 16, розетка 21. Внутри блока на кронштейне закреплены автотрансформатор ЛАТР-1М и кулисный компрессор ХКВ-6. Мановакуумметр 13 снабжен стендовой полумуфтой. Один конец соединительного шнура 8 армирован вилкой для включения в розетку стенда, а другой конец с тремя выводами предназначен для подключения к компрессору агрегата. Проверка агрегата на запускаемость. Включить тумблер 1, подающий напряжение на розетку стенда. Вращая ручку 2 автотрансформатора и следя за показанием вольтметра, установить напряжение меньше номинального, необходимого для работы проверяемого холодильника. Включить в розетку стенда шнур проверяемого холодильника. Стенд обеспечивает проведение следующих операций: - проверку компрессора агрегата на запускаемость при пониженном напряжении; измерение потребляемого тока; - подачу повышенного напряжения 250 В при напряжении в сети 220±5 В; - запуск компрессора ремонтируемого агрегата без пускового реле; - вакуумирование агрегата в пределах 29,5-39,2 кПа (0,3-0,4 кгс/см); - заполнение агрегата хладоном; - возможность контроля дозы хладона по давлению всасывания. Плавно повышая напряжение, следить по вольтметру, при каком напряжении запустится проверяемый компрессор холодильника. Ток контролируют после запуска проверяемого холодильного агрегата нажатием кнопки 18 и по показаниям амперметра. Запуск агрегата без пускового реле. Три вывода шнура 8 надеть на проходные контакты контролируемого компрессора. Вилку шнура вставить в розетку стенда. Включить тумблер 1 на 1-2 с. Нормальный запуск агрегата свидетельствует о неисправности пускового реле. При подаче на холодильный агрегат повышенного напряжения (при напряжении в сети 220 В) вращать ручку 2 автотрансформатора. Следя за показанием вольтметра, установить напряжение 250 В. Присоединить к стенду проверяемый агрегат. Включить на 1-2 с тумблер 1. Вакуумирование. Перед началом работы присоединить к компрессору герметичный ключ или надеть на технологический патрубок (трубку заполнения) агрегатную полумуфту. Установить на полумуфту 20 стенда мановакуумметр 13. Шланг 11 стенда подсоединить к агрегату. Запустить компрессор стенда, включив тумблер 5. Открыть вентиль 19, следить за показанием мановакуумметра. После вакуумирования вентиль 19 закрыть. Тумблер 5 выключить. Заполнение агрегата хладоном. Присоединить баллон к стенду, состыковав полумуфты 12 и 22. Подключить ремонтируемый холодильный агрегат к электросети. Периодически открывая вентиль баллона, довести давление хладона по мановакуумметру до стабильной величины 88,2-107,8 кПа (0,9-1,1 кгс/см2). Закрыть вентиль. Заполнение холодильного агрегата считать законченным при равномерном обмерзании всего испарителя.
Рис. 3.4 Стенд СР-1 для ремонта холодильных агрегатов: 1, 5 — тумблеры; 2 — ручка автотрансформатора; 3 — предохранитель; 4,16— ручки; 6 — лампа; 7 — соединительный шнур; 8 — шнур; 9 — ключ герметичный; 10 — баллон со шлангом; 11 — шланг; 12, 20, 22— полумуфты; 13—мановакуумметр; 14—блок приборов; 15—амперметр; 17—вольтметр; 18—кнопка шунтирования амперметра; 19 — вентиль; 21 — розетка
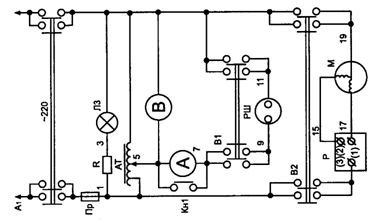
Рис.3.5 Электрическая схема стенда СР-1: R — резистор 3,9 кОм; А — амперметр со шкалой на ЗА; AT— автотрансформатор типа ЛАТР-1М; В1, В2 — переключатели типа ТВ1-4; Кн1 — кнопка; ЛЗ — лампа типа КМ-48-50; М — компрессор типа ХКВ-6 с пусковым реле; Пр — предохранитель на 5 А; Р— реле пускозащитное типа LS-0.8B; РШ — розетка двухполюсная типа РД-1; В — вольтметр Э8003 со шкалой на 250 В. 3.1.4 Переносная станция 10805-RD-4 фирмы «Рефко» (Швейцария) для вакуумирования и зарядки хладагентом холодильных установок Разработаны для вакуумирования и зарядки герметичных холодильных компрессоров, работающих на R12, R22, R502 и R134a. Их применяют прежде всего при техническом обслуживании холодильных установок. Основные преимущества этих станций - незначительная масса, высокая производительность насоса, простота в эксплуатации. Станция 10805-RD-4 (рис. 3.6) состоит из следующих элементов, смонтированных на станине: двухступенчатого вакуумного насоса; цилиндра с поворотной шкалой; манометра со шкалой температур для R12, R22, R502; предохранительного клапана и встроенного электронагревателя; манометрического блока с манометром и мановакуумметром (имеющими шкалы температур и давлений хладагентов R12, R22, R502 в состоянии насыщения), смотрового стекла, вентилей со штуцерами для присоединения шлангов; вакуумного блока с вакуумметром, вентилем и предохранительным клапаном; щитка с электрическим конденсатором, тумблерами для включения вакуумного насоса и электронагревателя цилиндра и клеммника для присоединения станции к электросети. Для заполнения цилиндра станции хладагентом к вентилю баллона с хладагентом подключают фильтр-осушитель, который гибким шлангом соединяют со штуцером 22. При открытых вентилях 4, 8, 18 и 21 тумблером 24 включают вакуумный насос и вакуумируют цилиндр. По достижении остаточного давления, равного 5 Па, закрыв вентили 4 и 21, останавливают вакуумный насос. Открыв вентиль баллона, а также вентили 8, 17 и 18 станции, заполняют цилиндр хладагентом, контролируя его уровень. Чтобы из баллона в цилиндр поступило больше жидкого хладагента, его пары выпускают через обратный клапан. Гибкими шлангами штуцера станции соединяют со штуцерами на всасывающем и нагнетательном вентилях компрессора холодильной установки. Включив вакуумный насос станции тумблером 24 при открытых вентилях 4, 8, 18 к 17, вакуумируют холодильную установку до остаточного давления 5 Па. Спустя 1 ч работы при этом остаточном давлении вакуумный насос выключают и выдерживают систему под вакуумом в течение 1 ч. Затем, закрыв вентили 4 и 21 и открыв газобалластный вентиль и вентили 8, 17 и 18, вводят из цилиндра станции в холодильную установку осушенный хладагент до достижения избыточного давления 30...50 кПа, нарушая вакуум, что предотвращает реконденсацию паров воды, испарившейся при вакуумировании, и способствует их полному удалению. Таким же образом проводят второе вакуумирование холодильной установки и вновь нарушают вакуум. После третьего вакуумирования холодильную установку заполняют необходимым количеством хладагента из цилиндра станции. Для этого закрывают все вентили станции, кроме 8, 17 и 18. Когда давления хладагента в холодильной установке и цилиндре станций сравняются (что будет видно по прекращению циркуляции хладагента через смотровое стекло), тумблером 23 включают электронагреватель, встроенный в цилиндр станции. В результате давление в цилиндре повышается и холодильная установка продолжает заполняться хладагентом. Количество хладагента, поступившего в холодильную установку, определяют по шкале цилиндра, которая имеет корректировочную сетку по давлению хладагента в цилиндре.
Рис. 3.6 Переносная станция 10805-RD-4 фирмы «Рефко»: 1 - вакуум-насос; 2 - газобалластный вентиль; 3, 12 - предохранительные клапаны; 4, 8, 17, 18, 21 - вентили; 5 - вакуумный блок; 6 - вакуумметр; 7 - ручка; 9 - мановакуумметр; 10 - смотровое стекло; 11, 13 - манометры; 14 - обратный клапан; 15-цилиндр для хладагента; 16 - шкала цилиндра; 19, 22 - штуцера; 20 - станина; 23, 24 - тумблеры; 25 - электрический щиток Заключение Оснащение предприятий по ремонту бытовых машин высокопроизводительным оборудованием, приспособлениями и специальными инструментами—одно из важнейших условий создания индустриальных методов ремонта, повышения его качества и снижения трудовых затрат. Характерной особенностью ремонтных предприятий является многообразие технологических процессов, применяемых при ремонте бытовых машин. Это обстоятельство обусловливает использование большого количества оборудования различных видов и типажа, значительная часть которого является нестандартным, т. е. серийно не выпускаемого промышленностью. В настоящее время стоимость нестандартного оборудования составляет около 30—40% от общей стоимости технологического оборудования предприятий по ремонту бытовых машин. Для заправки холодильных агрегатов компрессионного типа маслом и хладоном используют как малогабаритные, переносные устройства, так и стационарные стенды отечественного и иностранного производства (стенд для заполнения агрегатов хладоном и маслом, стенд СР-1, ПУВЗ, переносные зарядные станции, стенд СФ-1, переносные станции фирмы «Рефко» и другие). Список используемой литературы 1. Лепаев Д.А. – Справочник слесаря по ремонту бытовых электроприборов и машин. – Легпромбытиздат, 1986. 2. Лепаев Д.А. – Ремонт бытовых холодильников. – Легпромбытиздат, 1989. 3. Кочегаров Б.Е. – Бытовые машины и приборы. Ч1. – Изд-во ДВГТУ, 2003. 4. Вейнберг Б.С., Вайн Л.Н. – Бытовые компрессионные холодильники. – Пищевая промышленность, 1979. 5. Кожемяченко А.В., Петросов С.П. – Техника и технология ремонта бытовых холодильных приборов. – Академия, 2004. |