 |
|
МЕНЮ
|
Контрольная работа: Технология и организация восстановления деталей машинТехнологический процесс состоит из механической обработки под сварку, формовки свариваемых деталей, предварительного подогрева, сварки и последующего медленного охлаждения. Подготовка под сварку дефектного места заключается в тщательной его очистке от загрязнений и в разделке свариваемых кромок. При сварке сквозных трещи или заварке дефектов, находящихся на краю деталей, необходимо применять графитовые формы, предотвращающие вытекание жидкого металла из сварочной ванны. Формы изготавливают из графитовых пластинок, скрепляемых формовочной массой, которая состоит из кварцевого песка, замешанного на жидком стекле. Кроме того, формы можно скреплять в опоках формовочными материалами, применяемыми в литейном производстве. Детали и чугунные отливки нагревают до температуры 300-700оС (в зависимости от формы детали, дефекта, способа сварки). Сварку выполняют чугунными электродами или порошковой проволокой с присадкой керамического стержня. Подогрев необходим для того, чтобы после сварки происходило равномерное охлаждение всего изделия и не образовывались трещины. Детали нагревают в специальных печах или с помощью индукционных нагревателей. Для ручной дуговой сварки используют плавящиеся электроды марок ЦЧ-4, ЭВЧ-1, МНЧ-2, ОЗЧ-2 и др. Горячую сварку чугуна выполняют на большой силе сварочного тока без перерывов до конца заварки дефекта при большой сварочной ванне. Так, для сварки электродом диаметром 8мм требуется ток 600А, а диаметром 12мм - ток 1000А. Используют электродержатели, имеющие защиту руки сварщика от теплового излучения. Варка угольным электродом ведётся постоянным током прямой полярности: для электродов диаметром 8-20мм используются соответственно токи 280-600А. Применяют преобразователи ПСМ-1000, выпрямители ВАМ-1601, трансформаторы ТДФ-1601. Во время сварки следует непрерывно поддерживать значительный объём расплавленного металла в сварочной ванне и тщательно перемешивать его концом электрода или присадочного стержня. Для медленного охлаждения заваренные детали засыпают мелким древесным углём или сухим песком. Остывание массивных деталей может длиться 3-5 суток. Основными недостатками горячей сварки чугуна являются большая трудоёмкость процесса и тяжёлые условия труда сварщиков. Холодная сварка чугуна. Сварка чугуна без подогрева изделия применяется шире, чем с подогревом. Подготовка поверхности дефектов к заварке заключается в сверлении, зачистке, фрезеровании и т.д. до получения чистой поверхности основного металла. Разделку краевых дефектов осуществляют таким образом, чтобы предупредить сколы при механической обработке. При сварке без предварительного нагрева дефекты, расположенные друг от друга на расстоянии более чем 20мм, вырубают или высверливают порознь, при более близком расположении - производят сплошную вырубку дефектного участка. Разделка кромок зависит от толщины детали. При глубине дефекта 5-7мм вырубают фаску с углом раскрытия 70-80о. В местах, доступных для сварки с двух сторон, производят Х-образную разделку кромок. Зазор b составляет 0-3мм, притупление с- 0-3мм. Если концы трещины не выходят на поверхность детали, то в местах окончания трещины сверлят отверстия и участок видимой части трещины вырубают (вышлифовывают) или разделывают воздушно-дуговой резкой. По концам несквозной трещины просверливают отверстия глубиной 2-4мм, а по концам сквозной трещины - на всю глубину сверлом диаметром 6-10мм. Наплавку ведут через центр разделки, а затем наплавляют валики на правой и левой её частях. Трещины, сколы разделывают (V-образная разделка кромок) для односторонней сварки. На практике используют несколько разновидностей холодной сварки: стальными, медно-железными, медно-никелевыми, железо-никелевыми, никелевыми и другими электродами. Сварное соединение, полученное холодной сваркой, неоднородно. Оно состоит из наплавленного металла, зон сплавления и термического влияния. Размер зоны сплавления зависит от диаметра электрода (3-6мм - по размеру завариваемого дефекта). Применяя медно-никелевые (марки МНЧ-2) и медно-стальные (марки ОЗЧ-2) электроды, получают наплавленный металл, легко поддающийся механической обработке. Наплавку образуют однослойной или многослойной укладкой валиков. Для сварки чугуна наиболее часто используют электроды марок МНЧ-1, МНЧ-2, ЦЧ-4, ОЗЖН-1 и др. Стальные электроды марки ЦЧ-4 (на основе проволоки из низкоуглеродистой стали с карбидообразующим покрытием) применяют при ремонте неответственных чугунных изделий небольших размеров с малым объёмом наплавки, не требующих после сварки механической обработки. Сварку стальными электродами с защитно-легирующими покрытиями выполняют с V- или X-образной разделкой кромок. Для устранения неравномерного разогрева детали сваривают отдельными участками вразбивку. Длина этих участков сварного шва не должна превышать 100-120мм. После сварки участкам дают возможность остыть до температуры 60-80оС. Наилучшие результаты получают при сварке электродами с покрытием марки УОНИ-13/45 постоянным током обратной полярности. Медно-железные электроды применяют для заварки отдельных дефектов или небольших несплошностей, создающих течи на отливках ответственного назначения, в том числе и работающих под давлением. Наиболее совершенные из них - электроды марки ОЗ4-2, представляющие собой медный стержень диаметром 4-5мм, на который нанесено покрытие, состоящее из смеси электродной обмазки марки УОНИ-13/45 (50%) и жидкого стекла. При сварке не следует допускать сильного разогрева свариваемых деталей. После сварки лёгким молотком выполняют проковку наплавленного металла в горячем состоянии. Она уменьшает сварочные напряжения и снижает опасность образования трещин в околошовной зоне. В результате наплавленный металл приобретает высокую пластичность и удовлетворительно обрабатывается. Медно-никелевые электроды применяют главным образом для заварки литейных дефектов, обнаруживаемых в процессе механической обработки чугунного литья на рабочих поверхностях, где местное повышение твёрдости недопустимо. В промышленности используются электроды марки МНЧ-1 со стержнем из монель-металла и марки МНЧ-2 со стержнем из константана. Сварку выполняют электродами диаметром 1-4мм ниточным швом короткими участками. При этом не следует допускать перегрева детали, для чего рекомендуются перерывы в работе для охлаждения шва. Наплавленные валики в горячем состоянии следует тщательно проковывать ударами лёгкого молотка. Положительные свойства электродов заключаются в том, что никель и медь не растворяют углерод и не образуют структур, имеющих высокую твёрдость после нагрева и быстрого охлаждения. Наплавленный металл обладает низкой твёрдостью, хорошо обрабатывается. Железно-никелевые электроды марки ОЗЖН-1 используют для заварки отдельных небольших дефектов на обрабатываемых поверхностях отливок ответственного назначения из серого и высокопрочного чугуна. Наплавленный металл имеет высокую прочность и плотность, хорошо обрабатывается. Никелевые электроды марки ОЗЧ-3 применяют для исправления небольших дефектов в ответственных изделиях. Электродами марки ОЗЧ-4 наплавляют последний слой на поверхности, работающей на трение. Способ сварки чугуна с помощью шпилек применяется для восстановления ответственных изделий, работающих при значительных нагрузках и не требующих обработки после сварки. Сварка комбинируется с механическим усилением зоны сплавления путём ввёртывания в металл изделия стальных шпилек, которые связывают металл шва и основной металл, разгружая хрупкую закаленную прослойку в зоне сплавления. Диаметр шпилек составляет 5-16мм. Максимальное их количество по площади не должно превышать 25% площади излома детали. Высота шпилек над поверхностью металла - не более 5-6мм, глубина ввёртывания-1,5 диаметра шпильки. Для сварки используются электроды диаметром 3-4мм любой марки, обеспечивающие мягкий наплавленный металл. Сварку ведут на малой силе сварочного тока (100-120А) для обеспечения малой глубины проплавления чугуна и минимального нагрева изделия, что уменьшает отбеливание и предотвращает появление трещин. Вначале кольцевыми швами обвариваются ввёрнутые шпильки. Обварку производят вразброс, чтобы получить более равномерный нагрев детали. Затем наплавляют отдельными валиками участки между обваренными шпильками. Длина каждого валика не должна превышать 100мм. Второй слой валиков наносят перпендикулярно к направлению валиков первого слоя. После наплавки кромок заваривают разделку трещины. Для ускорения заварки трещины вводят дополнительные металлические связи (в виде прутков). Сварка с применением шпилек может выполняться в любом пространственном положении. Сварка деталей из алюминия и его сплавов. Такая сварка затруднена из-за постоянно образующейся на поверхности расплавленного металла тугоплавкой пленки-оксида алюминия AL2O3, которая плавится при температуре 2050 0С, в то времяпература плавления алюминия 6580С. Алюминий и его сплавы сваривают с помощью электродуговой, аргонно-дуговой и газовой смеси. Перед сваркой алюминиевые изделия специально подготавливают: обезжиривают поверхность растворителями и зачищают стальной щеткой до блеска. Детали толщиной до 20…25 мм сваривают без предварительного нагрева. При большей толщине детали перед сваркой рекомендуется подогреть до 300…4000С. Для сплавления алюминия с присадочным металлом необходимо разрушить и снять оксидную пленку, что достигается применением специальных флюсов или механическим удалением ее с помощью металлического прутка. В состав флюсов входят следующие материалы: хлористый натрий, калий, литий, магний; фтористые: калий, литий, натрий, барий и др. Самый распространенный флюс АФ-4А содержит 28% хлористого натрия, 50% хлористого калия, 14% хлористого лития и 8% фтористого натрия. При электродуговой сварке алюминия металлическими электродами флюс в виде покрытия толщиной 0,5…1,0 мм наносят на электродные прутки. Для сварки чистого алюминия выпускают электроды ОЗА-1, а для сварки сплавов алюминия – ОЗА-2. Сварку ведут на постоянном токе обратной полярности. Алюминий и его сплавы можно сваривать угольными или графитовыми электродами с присадочным материалом. В качестве присадки используют проволоки из алюминия и его сплавов; Св-АВ00, Св-1А, Св-АК5, Св-АМЦ и др. Перед сваркой на кромки трещин насыпают слой флюса. После сварки детали из алюминия и его сплавов медленно охлаждают в термосе. Затем шов тщательно промывают горячей водой и зачищают стальными щетками. Чтобы избежать проплавления металла при заварке трещин в пустотелых деталях, их набивают песком. В ремонтных мастерских применяют также газовую сварку алюминия и его сплавов без флюсов. В процессе подогрева и расплавления металла разрушают и удаляют оксидную пленку металлическим скребком. Широкое применение в ремонтном производстве получила электродуговая сварка неплавящимся (вольфрамовым) электродом в среде аргона. Присадочные алюминиевые прутки вводят в дугу, которая горит между деталью и вольфрамовым электродом. Сварку можно вести как на постоянном токе обратной полярности, так и на переменном. Для аргонно-дуговой сварки промышленность выпускает установки УДАР-300-1, УДАР-500-1 и УДГ-301, УДГ-501. 4. Выбор рационального способа восстановления деталей. Критерии выбора Для повышения надежности и долговечности, капитально отремонтированных автомобилей большое значение имеют научно обоснованные способы и технологические процессы восстановления деталей. Решение этого вопроса имеет большое народнохозяйственное значение, особенно в связи с развитием централизованного восстановления деталей на специализированных предприятиях в условиях крупносерийного и возможно массового производства. В отличие от технологического процесса изготовления деталей процесс их восстановления имеет много специфических особенностей. При изготовлении сырьем для готовой детали служит заготовка, в то время как при восстановлении заготовкой является сама деталь. Поэтому целью технологического процесса восстановления деталей является не превращение заготовки в готовую деталь путем оптимального варианта механической обработки, а возвращение детали утраченной работоспособности наиболее рациональным способом, обеспечивающим необходимую долговечность детали при наименьшей стоимости ее восстановления. Таким образом, выбор рационального способа является одним из основных вопросов при разработке технологических процессов восстановления деталей. Рациональная разработка технологических процессов восстановления конкретных деталей определяется главным образом выбором способа, обеспечивающего наибольшую долговечность детали при наименьших затратах на их восстановление. В настоящее время ремонтные предприятия располагают значительным количеством способов восстановления деталей, которые применяют для устранения разнообразных дефектов - (износы, механические повреждения, трещины и др.). Для восстановления одной и той же детали пригодны несколько способов, часто неравноценных по своим технико-экономическим показателям. Поэтому обоснование выбора оптимального способа восстановления детали или группы деталей является важной и сложной задачей, которую следует решать в комплексе технических, экономических и организационных вопросов. Прежде чем выбрать рациональный способ восстановления, необходимо решить вопрос о целесообразности восстановления деталей того или иного наименования. При этом большое значение имеет качественное проведение дефектовочных работ, содержанием которых является контроль и определение технического состояния деталей, их сортировка по группам: годные, негодные и подлежащие восстановлению. Для выбора рационального способа восстановления деталей целесообразно пользоваться методикой, разработанной В. А. Шадричевым и уточненной М. А. Масино, основанной на последовательном рассмотрении восстановления деталей согласно трем критериям: применимости, долговечности, технико-экономической эффективности. Критерий применимости, или технологический критерий, позволяет из различных способов восстановления выбрать тот, который наиболее полно удовлетворяет требованиям восстановления данной детали. Этот критерий описывается следующей функцией: Кт=f(Мд;Фд; Dд; Ид; Hд; где Мд - материал детали; Фд, Dд- форма и диаметр восстанавливаемой поверхности детали; Ид- износ детали; Hд- величина и характер нагрузки, воспринимаемой деталью;
Критерий применимости не выражается числом, а является предварительным критерием. Он дает возможность определить способы, с помощью которых группы деталей могут быть восстановлены, т. е. позволяет классифицировать детали по способам их восстановления. При помощи этого критерия можно выбрать все способы, применяемые для восстановления данной детали, но нельзя сказать, какой из них лучший. Поэтому на следующем этапе рассматривают, какой из предварительно отобранных способов обеспечивает наибольшую долговечность восстановленной детали. Критерий, позволяющий оценить способ восстановления детали с точки зрения ее последующей работоспособности, называют критерием долговечности. Он численно выражается коэффициентом долговечности для каждого из способов восстановления и каждой конкретной детали или группы конструктивно одинаковых деталей. При помощи критерия долговечности можно определенно назвать способ восстановления, который обеспечивает наибольший ресурс детали, но нельзя сказать, что этот способ рациональный, так как неизвестна стоимость. С помощью критерия долговечности, численно определяемого коэффициентом долговечности Кд , из числа способов, отвечающих критерию применимости, выбирают способы, восстановление которыми обеспечивает последующий межремонтный срок службы деталей:
Кд=f(Ки, Кв, Ксц), Где Ки - коэффициент износостойкости; Кв - коэффициент выносливости; К сц - коэффициент сцепляемости. Коэффициенты Ки, Кв определяют в результате проведения лабораторных испытаний (на машинах трения, машинах для испытания на усталость) на образцах, соответствующих по своим параметрам новым или восстановленным деталям. Для определения Ксц наиболее широкое применение получил метод отрыва штифта. Окончательное решение о выборе рационального способа восстановления детали выносят на основании технико-экономического критерия, объединяющего долговечность детали и затраты на ее восстановление. Стоимость новой детали берут по прейскуранту, а стоимость восстановления подсчитывают в зависимости от конкретных условий ремонтного предприятия. 5. Характерные неисправности и ремонт электрооборудования Предприятия сельского хозяйства – крупные потребители электроэнергии. В них работают около 10 млн электродвигателей, 100 тыс. сварочных трансформаторов и др. около четверти выпускаемых асинхронных электродвигателей используют в сельском хозяйстве. Электродвигатели, трансформаторы и другое электрооборудование работает в усложненных условиях: при резких колебаниях температуры и высокой влажности воздуха; в агрессивной и влажной среде и т.д. Большинство электрооборудования характеризуется низкой степенью использования по времени как в течении суток, так и на протяжении года. В процессе кратковременной работы оборудования изоляция не просушивается, а постепенно увлажняется, что приводит к снижению ее сопротивления и увеличению возможности пробоя. Кроме того, влажная, агрессивная среда и перепады температуры ускоряют старение изоляции и уменьшают ее сопротивление. Порядок обслуживания и ремонта электрооборудования в сельском хозяйстве регламентируется планово-предупредительной системой. Она предусматривает производственное и межремонтное техническое обслуживание, текущий и капитальный ремонты. Периодичность технического обслуживания и ремонтов устанавливается этой системой в зависимости от вида электрооборудования и характера среды, в которой оно работает. Характерные неисправности. Изоляция электрооборудования – наименее надежный элемент, регламентирующий его ресурс. Поэтому периодически при эксплуатации и ремонте контролируют состояние изоляции. Даже перед пуском новой, длительно не работавшей электрической машины необходимо проверить состояние ее изоляции, так как она может быть, например, чрезмерно увлажнена и без соответствующей сушки возможен ее пробой. При проверке изоляции предусмотрены следующие испытания: измерение сопротивления; определение степени увлажнения; испытание электрической прочности. В зависимости от конструкции у электрооборудования встречаются дефекты обмоток, токособирательной системы (коллекторов, щеток, контактных колец), механической части (подшипников, валов, корпусов и др.) и активной стали. Ремонт электрооборудования.
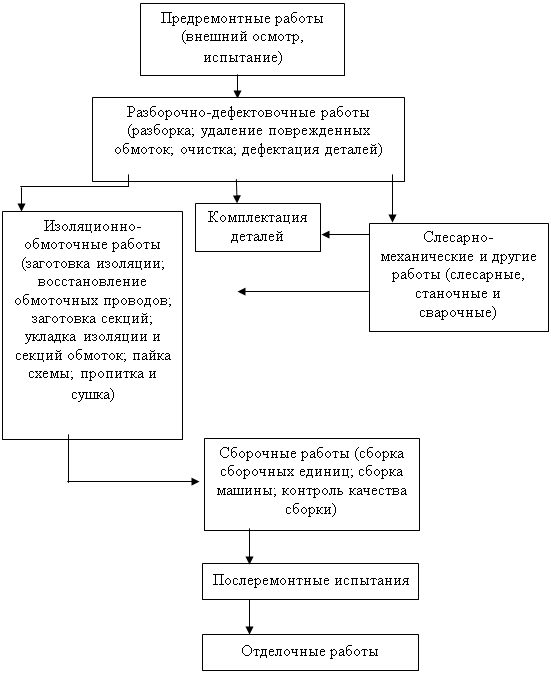
Схема технологического процесса ремонта электрооборудования. 6. Характерные неисправности и ремонт молотильного аппарата, зерноуборочных аппаратов Ремонт зерноуборочного комбайна. Обкатка после ремонта. Обычно ломаются: режущий аппарат (сухое трение и запыленность). Дефекты: гладкие сегменты тупятся, насечные элементы - износ насечек, выкрашивание кромок, трещины. Спинка ножа скручивается. Пальцевой брус - деформируется. Устранение: элементы выпрессовывают и заменяют (ставят на заклепки). Спинки ножа - выправляют в тисках. Пальцевой брус - уголки местным нагревом, правят. Неисправности молотильного аппарата: износ бичей (не восстанавливают) неплотное их прилегание к подбичникам. Трещины в дисках барабанов (заваривают) с одной стороны, а с другой ставят усиливающий диск, износ подшипников, изгиб вала. Обкатка комбайна: холодную обкатку делают на стенде, двигателем 7КвТ и КПП, которое изменяет частоту вращения. Горячую обкатку делают на стенде с роликами. Режимы обкатки идут по максимальным оборотам и минутам: молотилка -40..45 мин, бункер и выгрузное устройство -20 мин, копнитель 15 минут, КПП -5 минут на каждой передаче, из них 3 минуты под нагрузкой. Собранный комбайн перед обкаткой прокрутить от руки за шкив барабана. Комбайн обкатывают 20 минут при 600..700 оборотах, затем до 1200..1400. |
Страницы: 1, 2