 |
|
МЕНЮ
|
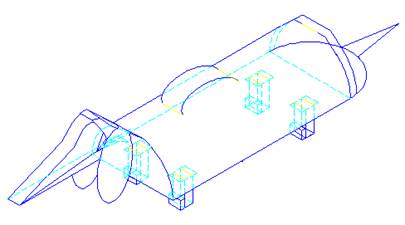
Дипломная работа: Проект упаковки для пищевой промышленности· бумага и картон, предназначенные для нанесения печати, должны иметь гладкую поверхность и зольность не менее 8%. Нормы гладкости и зольности устанавливаются стандартами в зависимости от видов бумаги и способов печати. · механическая прочность бумажных материалов должна соответствовать требованиям, предъявляемым к прочности изделий в зависимости от массы и свойств затариваемой в них продукции, способов ее транспортировки и условий хранения. · бумажные материалы для завертывания и изготовления тары должны обладать водо -, паро -, аромато -, жиро- и газонепроницаемостью. Выбор материала обусловлен конструкцией упаковки и требованиями, предъявляемыми к ней. В данном случае материал должен быть достаточно прочным, чтобы выдержать вес упаковываемой продукции (от 0,5 до 0,7 кг). Но в то же время достаточно эластичным, чтобы удовлетворять требованиям конструкции: · тело должно иметь форму полуцилиндра; · на голове линии бигования имеют плавные изгибающиеся формы. Оптимальным для данной конструкции является картон массой 200-250 г/м2 и толщиной 0,3-0,35 мм. Так как упаковка имеет форму собаки желательно использовать фактурные картоны для достижения эффекта правдоподобия. Исходя, из всех вышеперечисленных требований выбираем картон: · фирма «Берег»; · мелованный картон с тиснением STROMCARD ES; · масса 240 г/м2; · толщина 0,3 мм. 3.2 Разработка конструкции С введением системы самообслуживания упаковка должна не только предоставлять информацию об упакованном продукте, но также рекламировать товар и стимулировать его покупку. Она должна выделяться посредством своей формы, цвета, иллюстраций. Я предлагаю решение, которое будет удовлетворять всем вышеизложенным требованиям. Новогодняя упаковка в виде собаки – таксы, внутри находятся сладости. После использования упаковка может служить игрушкой. Это объёмная конструкция, где все детали выполнены в объёмном виде – туловище, лапы, голова (см. рис. 3.1).
Рис. 3.1 Изометрическая проекция новогодней упаковки Голова и туловище выполнены из одной развёртки. Нижняя часть туловища ровный прямоугольник. Верхняя часть – полуцилиндр. Туловище сгибается и склеивается. Голова собирается и также склеивается. Для придания естественной формы голове линии бигования вверху выполнены плавно. Где голова должна переходить в шею, она сужается, что достигается с помощью линий бигования, которые фальцуются внутрь. Голова держится на весу с помощью специального клапана, который вставляется в переднюю панель, глубина его вставки может регулироваться. Уши фальцуются вниз по линии сгиба. На передней панели есть ручка, которая вставляется в прорези, сверху специальные замочки препятствуют выпадению ручки наружу. Она достаточна широкая и длинная, таким образом, устраняется одна из проблем вышерассмотренных коробок – маленькая неудобная ручка Задняя панель закрывается с помощью хвоста, который вставляется в прорезь на туловище.
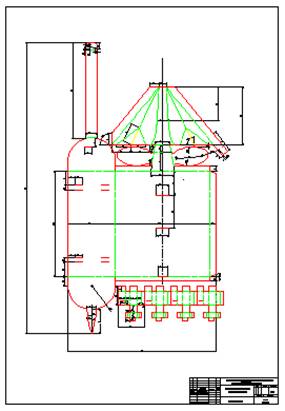
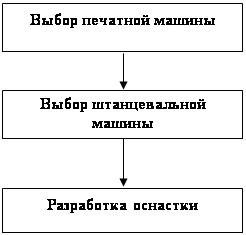
Рис. 3.2 Развёртка упаковки Лапы единственная вставная деталь. Они выполнены в форме параллелепипед, нижняя часть лап фальцуется и вставляется с помощью клапана в прорезь. Вставляются лапы в туловище с помощью клапанов, после вставки клапаны разгибаются, что препятствует, их выпадению из отверстий. Лапы являются твёрдой опорой, способны выдержать вес в 500-700 грамм, что вполне достаточно для новогоднего подарка (см. рис. 3.1, 3.2). Все детали плотно прилегают друг к другу, не топорщатся, нет щелей между деталями – это отвечает требованиям к конструкции, эстетично, вызывает ощущение надёжности у покупателя. Конструкция в целом достаточно сложная, но так как это эксклюзивная и новогодняя упаковка - это сезонная продукция и тиражи её в целом небольшие, то это небольшой недостаток. Положительная черта в том, что конструкция является цельной, собрать её можно на месте заполнения продуктом, например, в магазине. 3.3 Разработка дизайна новогодней упаковки Дизайн конструкции запоминается и бросается в глаза, что очень выигрышно на фоне других рассмотренных выше конструкций Коробка имеет форму собаки, но должна быть какая-то «изюминка». Здесь такса одета в пальто с воротником. В кармане пальто видны конфеты и новогодняя ёлка, что настраивает на праздничный лад. На передней панели пальто застёгивается на пуговицы. На задней панели штанишки на завязочках. Шея повязана шарфом, который как будто развивается сзади, на самом деле это ручка коробки. Лапы таксы одеты в полосатые красно-белые чулочки, что придаёт ей уютный вид. Так мы получаем не просто собаку, а сказочную таксу, для детей это очень важно. Также здесь кроются большие возможности при разработке дизайна можно сделать таксу женского пола, таксу – ребёнка, получится целая собачья семья. Возникает дополнительный стимул – купить весь набор, чтобы детям было интересно играть вместе. Можно менять одежду. Таким образом, не меняя конструкции можно добиться большого разнообразия по внешнему виду. На рис. 3.4 изображена милая дама, в красном берете, зелёной кофточке и голубой плисерованой юбке. На хвосте у неё бант. Лапки одеты в нарядные розовые сапожки. В ушах серьги. Общая деталь – это шарф, тоже полосатый, но другого цвета. Здесь мы видим весёлого ребёнка, который радуется приходу нового года , о чём свидетельствует надпись на его пальто. У него рыжие волосы. И опять объединяющая деталь – шарф. Его лапы одеты в полосатые чулки. Вот таким образом можно с одной конструкцией создать разные образы и целую композицию. Глава 4 Разработка проекта технологии производства упаковки для пищевой промышленности на примере упаковки для новогодних подарков 4.1 Общая схема для разработки технологии
Схема 1 Исходя из этой схемы необходимо выбрать печатную и штанцевальную машины и подобрать формат листа исходя из характеристик машин и КИМ. При выборе машин необходимо руководствоваться технико-экономическими показателями. Теперь нужно спроектировать оснастку, в неё входят комплект печатных форм, штанц-форма, состоящая из штанцевального штампа и контрштампа. Результат этой работы проект технологии производства упаковки для новогодних подарков. 4.2 Процесс печатания Офсетная печать с самого начала применялась в печати упаковки. Листовая офсетная печать по сравнению с другими способами обладает преимуществами с экономической точки зрения и с позиции качества продукции. К ним, прежде всего, нужно отнести возможность печати широкого ассортимента продукции и сравнительно низкую её стоимость при высоком качестве и широком спектре тиражей. Недорогие печатные формы, которые обеспечивают качественное воспроизведение оригиналов, отличаются длительным сроком службы, не требуют специальных условий хранения. К достоинствам следует отнести малые сроки переналадки машины при выполнении нового задания и стабильность печатного процесса. Понятная и удобная система управления, электронный контроль на всех участках печати обеспечивают надёжность и воспроизводимость результатов. Листовым офсетом могут запечатываться материалы самых различных форматов и плотностей. Сферой применения офсетной печати в основном является листовая многокрасочная печать на бумажных, картонажных изделиях и изделиях из картоне. При этом используются преимущественно многокрасочные листовые печатные машины. На этих машинах возможно запечатывание обоих сторон листа с сохранением приводки красок. Особые требования к листовым машинам предъявляет печать на плотных, а потому жёстких материалах. Проводка листа организована таким образом, что не допускает сильных изгибов материала. Операции отделки продукции, такие, как лакирование, нумерация, перфорирование и штанцевание, выполняемые непосредственно в печатных машинах или вне их, широко используются в технологии листового офсета.
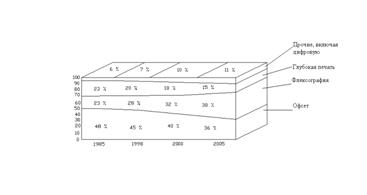
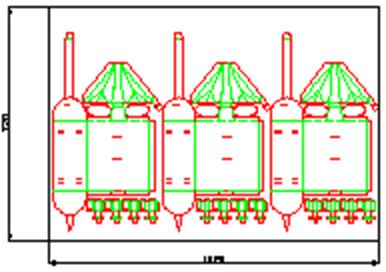
Рис. 4.1 Процентное соотношение различных способов печати на рынке упаковки в Европе в 1985-2005 гг. Если проанализировать подсчёты и прогнозы фирмы DuPont о соотношении различных способов печати в производстве упаковки (выводы представлены на рис. 4.1), то можно заметить, что возрастает постепенно доля флексографии, а офсета – снижается. Однако потенциал производства печатной продукции офсетным способом ещё не исчерпан. Есть проблемы, решив которые можно существенно повысить качество печати: · улучшение и стабилизация качества печати; · усовершенствование процессов офсетной печати; · разработка новых методов и создание принципиально новых производственных материалов; · сокращение времени на наладку машины и снижение объёмов макулатуры. Так как новогодняя упаковка многокрасочная, а печать нужна на картоне, также нужна дополнительная отделка – лакирование, то для запечатывания можно использовать офсетную печать. Выберем листовую офсетную машину, подходящую по всем этим параметрам (см. рис. 4.2) [4]: Speedmaster SM 102 (104) – 4 + LX L – лакировальная секция; X – удлинённое приёмное устройство. Характеристики офсетной печатной машины: · количество печатных секций – 4; · формат печати: мин. – 280х420 мм, макс. – 720х1020 (1040) мм; · макс. скорость печати – 13 000 отт/час; · габариты: 12,91х3,16х2,17 м · масса: 33,7 т; · мощность 73 кВт. 4.3 Лакирование Для лакирования используются преимущественно лакировальные аппараты. Лакировальные аппараты должны всегда рассматриваться в комбинации с сушильным устройством как одна система (см. рис. 4.3). Требования к облагораживанию поверхности определяют тип и свойства применяемого лака, а также вид сушки. В листовой офсетной печати используются дисперсионные лаки и лаки, отверждаемые при воздействии УФ – излучения. При помощи лака можно добиться некоторых эффектов, которые невозможны в обычной офсетной печати. Можно печатать красками цвета золота или металлов. При использовании этих красок в сочетании с водными лаками получается хороший глянец, подчёркивающий исключительность цвета. Выберем дисперсионный лак, так как он быстро закрепляется, а также обладает большой глянцевостью, механической прочностью, стойкостью к истиранию, а также следующими достоинствами: · отсутствие запаха; · отсутствие пожелтения; · высокая скорость обработки; · высокая гладкость поверхности; · возможность разбавления и смывки водой. 4.4 Штанцевание Выберем тип и марку штанцевальной машины: выбираем автоматический плоскоштанцевальный пресс фирмы BOBST SA – SP 104-ER [3]: · формат листа: мин. – 400х350 мм, макс. – 1040х740 мм; · бумага/картон: 80 – 2400 г/м2; · высота гофрированного слоя: до 4 мм; · усилие высечки макс.: 250 т.; · производительность: 8000 лист./час. 4.5 Раскладка на лист Теперь необходимо выбрать формат листов картона. При выборе нужно руководствоваться следующими требованиями [2]: · размеры и конструктивные особенности развёртки упаковки; · размер форматов листов картона, перерабатываемых основным технологическим оборудованием; · максимальное значение функции КИМ. Обычно при выборе формата главным показателем является КИМ, но в данном случае развёртка упаковки не является экономичной и КИМ равен 82 %. КИМ=ΣSрз/Sф ΣSрз – суммарная площадь раскроев индивидуальных заготовок упаковки, размещённых на оптимизируемом формате листа; Sф – общая площадь формата листа. КИМ=609*335/720*1040=81,7 %Позиционирование является сложной технической задачей. Позиционирование определяет качество выполнения основных технологических процессов: печати и штанцевания. При позиционировании следует предусматривать возможность равномерного распределения давления по площади листа в процессах печати и штанцевания. От позиционирования зависят механические свойства упаковки. Развёртки упаковки необходимо ориентировать относительно машинного направления картона. Оно определяет ось максимальной жёсткости [2]. Раскладка на лист представлена на рис. 4. 4. При раскладке на лист мы учли машинное направление листа картона. Расположив развёртку таким образом, чтобы максимальная жёсткость была оправдана конструкцией. Также мы учли особенности основного технологического оборудования по передней кромке листа, по боковым и задней кромкам – область захвата оставлено достаточно места.
Рис. 4.4 Раскладка на лист 4.6 Расчёт необходимого количества картона По заданию необходимо выпустить 3500 штук новогодней упаковки. Для этого мы должны знать количество картона необходимого для выпуска заданного количества продукции. Расход материала удобнее выражать в единицах веса [2]: Р=S*q S – площадь листов картона заданного формата, необходимого для производства заданного количества упаковок; q – масса 1 м2 картона. К=N/n К – количество листов картона заданного формата, необходимого для производства заданного количества упаковок; N – общее количество упаковки; n – количество раскроев на 1 листе. К=3500/3=1167 листовS=1167*720*1040=873849600 мм2=873,8496 м2 Р=873,8496*240=209723,904 г =209,72 кг Таким образом, для производства 3500 штук упаковки необходимо 209,72 кг картона форматом 720х1040 мм. 4.7 Проектирование и расчёт оснастки 4.7.1 Расчёт необходимого количества печатных форм Тиражестойкость монометаллических офсетных печатных форм – 120-150 тыс. оттисков. По заданию нужно получить 1167 оттисков. То есть, нужна одна форма, так как красочность равна 4, то по 1 форме на каждую краску. Общее количество форм равно 4.Также необходима 1 форма для выборочного лакирования. Используем форму высокой печати или формную пластину со снятым копировальным слоем для нанесения лака на отдельные участки оттиска. 4.7.2 Проектирование штанцевального штампа Штанцевание является комбинированным совмещённым технологическим процессом. Он включает комплекс операций, определяющих форму, геометрические размеры и конструктивные особенности упаковки из картона: высечку контура развёртки, биговку линий сгиба на развёртке, нанесение перфорации, надрезку и рицовку. В зависимости от конструкции получаемой упаковки в штанцевание могут входить не все перечисленные операции, а лишь необходимые. Различные операции оказывают взаимное влияние друг на друга, а конструктивные особенности комбинированных штанцевальных форм определяют технологические возможности изготовления того или иного вида упаковки, а также технико-экономические показатели. Для изготовления штанц-форм необходима следующая информация: · Комплект графических материалов: технологический чертеж развертки упаковки в плоскости с указанием типов линий (рез, биговка, перфорация и т.п.); · файлы в требуемых форматах векторной графики (желательно в масштабе 1:1). Необходимо указать, что изображено в файле - вид на печатный лист («лицо печати») или на рабочую сторону штампа («лицо штампа»); · тип (бумага, картон, гофрокартон и т.п.) и толщина материала упаковки (для подбора высоты и толщины биговальных линеек); · тип и особенности контрштампа; · габариты штампа (основы) и/или величин отступа от краёв фанеры до ближайших линеек; · тип и марку штанцевальной машины, · комплектность поставки: v штанцевальный штамп; v контрштамп; v оснастка для удаления отходов; v оснастка для разделения заготовок. ·
при использовании перфорационных и
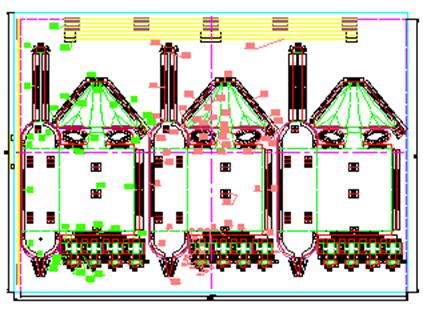
специальных линеек, Выполняют штанцевание на тигельных и роторных штанцевальных машинах [2]. · Комплект графических материалов можно посмотреть на рис. 3.1, 3.2.Тип и все параметры используемого картона приведены в пункте 3.1. На основе исходных данных была спроектирована штанцевальная форма для новогодней упаковки, она представлена на рис. 4.5.
Рис. 4.5 Проект штанц-формы для новогодней упаковки 4.7.3 Расчёт весовой балансировки штанцевального штампаШтамп должен быть сбалансирован относительно двух осей X и Y, для этого сумма моментов должна быть равна нулю [1]: ΣМx=0 ΣМy=0 Проводим две оси симметрии X и Y. Ставим знаки «+» и «-» произвольно по обе стороны осей симметрии За силу принимаем вес ножа Р длиной L, точкой приложения является середина ножа. Высоту высекальных ножей берём равной 23,8 мм, а высоту биговальных ножей – 23,4 мм.(толщина 1,05 мм). Здесь использованы режущие ножи VICING MM с односторонней заточкой высотой 23,8 мм, их параметры: · жёсткость - 44 HRC; · толщина 2 pt; · изгибаемость - R = 0.2, a=110о. Биговальные ножи типа RLNor с высотой равной 23,4 мм, толщиной – 2 pt. При таких данных вес 100 погонных метров равен 13 кГ и 10 кГ соответственно. Способом пропорции рассчитываем вес всех, используемых ножей [2]: Рij=(Lij*Р)/100 ΣМx=Р1-2*ОХ1+ Р5-6*ОХ2 + Р3-4*ОХ3+ Р3-3а-4-4а*ОХ4+ Р2-27*ОХ5 + Р4-28*ОХ5’+ Р4-32*ОХ6+ Р31-32*ОХ7+Р2-29*ОХ8+ Р6-30*ОХ9+ Р29-30*ОХ10+ Р27-28*ОХ11+ Р23-24*ОХ12+ Р25-26*ОХ13+2* Р7-8*ОХ14+ 2*Р9-10*ОХ15+ 2*Р15-16*ОХ16+ 2*Р17-18*ОХ17 - Р1-3*ОХ18- Р43-44*ОХ19 –Р45-46*ОХ20- Р3-46*ОХ21 - Р41-42*ОХ22- Р1-33*ОХ23- Р5-34*ОХ24 - Р33-34*ОХ25 - Р33-35*ОХ26 - Р34-36*ОХ27-Р37-38*ОХ28-Р39-40*ОХ29- Р57-59*ОХ30- Р59-60*ОХ31- Р60-61*ОХ32- Р61-62*ОХ33- Р62-63*ОХ34-Р58-63*ОХ35 – Р64*ОХ36- Р65*ОХ37 - Р58-66*ОХ38- Р51-52*ОХ39 –Р48-50*ОХ40-2*(Р51-51а*ОХ41 – Р44-44а*ОХ42- Рд1*ОХ43- Р47-48*ОХ44 – Р48-57*ОХ45 –Р53-54*ОХ46- Р57-67*ОХ47- Р53-69*ОХ48- Р71-73*ОХ49- Р75-77*ОХ49- Р76-77*ОХ50) +4*(Р81-82*ОХ51+ Р83-84*ОХ52+ Р104-105*ОХ53+Р102-103*ОХ54+ Р84-85*ОХ55+ Р86-105*ОХ56 + Р97-102*ОХ57+ Р98-101*ОХ58 +Р86-87*ОХ59+ Р96-97*ОХ60 + Р88-89*ОХ61+ Р87-90*ОХ62+ Р90-91*ОХ63 + Р92-93*ОХ64 –Р96-109*ОХ65+ Р110-111*ОХ67+Р94-95*ОХ68+Р112-113*ОХ69+ Р81-83*ОХ70+ Р84-105*ОХ71+ Р84-105*ОХ72+ Р103-104*ОХ73+ Р101-102*ОХ74+Р100-101*ОХ75 + Р84-106*ОХ76+ Р102-105*ОХ77 + Р107-108*ОХ78+ Р82-86*ОХ79 +Р86-97*ОХ80+ Р97-98*ОХ81 +Р98-99*ОХ82+ Р87-88*ОХ83+ Р87-96*ОХ84 + |
Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.