Курсовая работа: Проектирование инструментов для детали"Вал"
Курсовая работа: Проектирование инструментов для детали"Вал"
Введение
В развитии
технологии обработки металлов резанием происходят принципиальные изменения.
Интенсификация технологических процессов на основе применения инструментов из
новых инструментальных материалов с неперетачиваемыми быстросменными
пластинками из твердого сплава с различными износостойкими покрытиями,
расширение области применения оборудования с ЧПУ, создание роботизированных
станочных комплексов и гибких производственных систем с управлением от ЭВМ,
повышение размерной и геометрической точности, достигаемой при обработке –
таков далеко не полный перечень важнейших направлений развития механической
обработки в машиностроении.
Цель курсовой
работы – научиться на основе полученных теоретических знаний выполнять задание,
связанное с выбором рациональных конструкций инструментов на основе
существующих стандартов и технологических условий, а также материалов,
оптимальных конструктивных, геометрических и исполнительных параметров режущего
инструмента; назначать режимы резания для технологических операций с
обоснованием выбора конструкций режущего инструмента.
Описание
детали
В качестве
индивидуального задания для дальнейшего изучения специальных дисциплин была
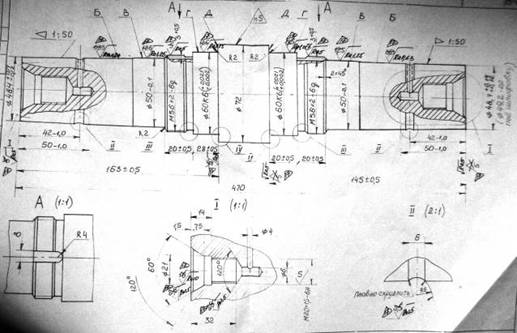
принята деталь «Вал» №ТЭМ2УМ.85.50.102 (рис. 1).
Деталь «Вал» изготавливается
из стали 40Х ГОСТ 4543–71 представляет собой деталь цилиндрической формы с
габаритными размерами Ø72х470 мм.
Рис. 1 Чертеж детали
Материал
детали и его свойства
Шкив
изготавливается из легированной конструкционной стали марки сталь 40Х ГОСТ 4543–71.
Табл. 1. Химический
состав
Химический
элемент
%
Кремний
(Si)
0,17–0,34
Медь (Cu),
не более
До 0,3
Марганец
(Mn)
0,5–0,8
Никель
(Ni), не более
До 0,3
Фосфор (P),
не более
До 0,035
Хром (Cr),
не более
0,8–1,1
Сера (S),
не более
До 0,035
Угерод(С)
0,36–0,44
Табл. 2. Механические
свойства при Т=20oС материала 40Х
Сортамент
Размер
Напр.
sв
sT
d5
y
KCU
Термообр.
-
мм
-
МПа
МПа
%
%
кДж / м2
-
Диск
Танг.
570
320
17
35
400
Пруток
Ж 28 – 55
Прод.
940
800
13
55
850
Пруток
Ж 25
980
785
10
45
590
Закалка 860oC,
масло, Отпуск 500oC, вода,
Твердость материала 40Х
после отжига
HB 10 -1 =
217 МПа
Табл. 3. Технологические
свойства материала 40Х
Свариваемость:
трудносвариваемая.
Флокеночувствительность:
чувствительна.
Склонность к отпускной
хрупкости:
склонна.
Назначение:
Сортовой
прокат, в том числе фасонный. Для деталей, работающих на средних скоростях при
средних давлениях (зубчатые колеса, шпиндели и валы в подшипниках качения,
червячные валы, оси, вал-шестерни, плунжеры,
штоки, коленчатые и кулачковые валы, кольца, шпиндели, оправки, рейки, губчатые
венцы, болты, полуоси, втулки и другие улучшаемые детали повышенной прочности)
Базовый
технологический процесс обработки детали «Вал»
№
операции
Наименование операции
Модель
оборудования
Содержание
операции
005
Пилоотрезная
Пилоотрезной 8Б67
Отрезать заготовку l=485+1.0
010
Термическая
Печь
Термообработка по
технологическому процессу.
НВ = 255…302 Н.
015
Токарно-винторезная
Токарно-винторезный
станок 16К20
Переход 1. Установ А
Подрезать торцы,
выдержав размер 470±1,0
Переход 2. Центровать
отверстие
Установ Б Центровать
отверстие
020
Токарно-винторезная
Токарно-винторезный
станок 16К20
Переход 1
Установить заготовку в
токарном патроне с поджимом вращающимся центром задней бабки по
предварительно зацентрированному отверстию.
Обточить поверху Ø72
на l=310 мм.
Обточить Ø 60k6 с припском под
шлифовку 0,3 мм на сторону, обточить Ø 50-0,1 с
припуском под шлифовку обточить конус 1:50 с припуском под шлифовку,
Переход 2
Обточить канавку
Переход 3
Нарезать резьбу М56х2–6q.
025
Токарно-винторезная
Токарно-винторезный
станок 16К20
Переход 1
Переустановить деталь в
патроне с поджимом центра задней бабки
Обточить пов. Ø60k6 с припуском под
шлифовку 0,3 мм на сторону на длине 163±0,5
Обточить пов. под
резьбу М56х2–6q
Обточить пов. Ø50-0,1 с
припуском под шлиф. 0,3 мм