 |
|
МЕНЮ
|
Дипломная работа: Современные формные пластины для офсетной печатиДипломная работа: Современные формные пластины для офсетной печатиВведение 1. Основные виды формных пластин для офсетной печати 1.1 Способ офсетной печати 1.2 Способы получения печатных форм и виды формных пластин 2. Аналоговые формные материалы 2.1. Формные материалы для изготовления печатных форм контактным копированием 2.1.1 Биметаллические пластины 2.1.2 Монометаллические пластины 2.2 Электростатические формные материалы 3. Цифровые формные материалы 3.1 Бумажные пластины 3.2 Полиэстровые формные пластины 3.3 Металлические пластины 3.3.1 Серебросодержащие пластины 3.3.2 Фотополимерные пластины 3.3.3 Термальные пластины 3.3.4 Беспроцессные формные пластины 3.3.5 Гибридные пластины 4. Формные пластины для офсета без увлажнения 4.1 Пластины для «сухого» офсета 4.2 Плюсы и минусы «безводных» пластин Заключение Список литературы Приложения Приложение 1 Приложение 2 Приложение 3 Приложение 4 Приложение 5
Введение На сегодняшний день, несмотря на разнообразие способов получения печатной продукции, способ плоской офсетной печати остается доминирующим. Это связано, прежде всего, с высоким качеством получения отпечатков за счет возможности воспроизведения изображения с высоким разрешением и идентичностью качества любых участков изображения; со сравнительной простотой получения печатных форм, позволяющей автоматизировать процесс их изготовления; с легкостью корректуры, с возможностью получения оттисков больших размеров; с небольшой массой печатных форм; со сравнительно недорогой стоимостью форм. Согласно прогнозам Исследовательской информационной ассоциации полиграфистов Великобритании PIRA, 2010 год будет годом офсетной печати, и рыночная доля ее составит 40 процентов, что превысит все остальные виды печатных процессов [8, 12]. В области допечатных процессов офсетного производства продолжается рационализация, целями которой являются сокращение времени производства и сращивание с печатными процессами. Репродукционные предприятия все чаще подготавливают цифровые данные, которые передаются на печатную форму или непосредственно в печать. Технологии прямого экспонирования на формные материалы активно развиваются, при этом форматы обработки информации увеличиваются. Важнейшим элементом технологии офсетной печати является печатная форма, которая в последние годы претерпела существенные изменения. Идея записи информации на формный материал не посредством копирования, а путем построчной записи сначала с материального оригинала, а затем из цифровых массивов данных была известна уже лет тридцать назад, но ее интенсивная техническая реализация началась сравнительно недавно. И хотя сразу на этот процесс перейти невозможно, постепенно такой переход происходит. Однако есть и предприятия (причем не только в нашей стране), которые работают еще по старинке, а к современным материалам относятся с подозрением, несмотря на то, что эти пластины изготавливаются с высочайшим заданным качеством и имеют все гарантии производителя. Поэтому наряду с широким ассортиментом офсетных формных пластин для лазерной записи существуют и обычные копировальные пластины, которые производителями во многих случаях рекомендуются одновременно и для записи лазерным сканированием или лазерным диодом [12]. В данной работе рассмотрены основные разновидности формных пластин для традиционной технологии изготовления офсетных печатных форм, которая предусматривает копирование изображения с фотоформы на формную пластину в копировальной раме и последующее проявление офсетной копии вручную или с использованием процессора, а затем для технологии «компьютер–печатная форма» (Комьютер-ту-плейт (Computer-to-Plate)), назовем ее сокращенно CtP. Последняя позволяет экспонировать изображение непосредственно на формную пластину без использования фотоформ. Основное внимание будет уделено CtP-пластинам. Основные термины полиграфического производства, упомянутые в работе, приведены в приложении (см. приложение 1). 1. Основные виды формных пластин для офсетной печати 1.1 Способ офсетной печати
Способ офсетной печати существует более ста лет и на сегодняшний день является совершенным технологическим процессом, дающим самое высокое качество печатной продукции среди всех промышленных способов печати. Офсетная печать (от англ. offset) – это разновидность плоской печати, при которой краска с печатной формы передается на резиновую поверхность главного офсетного цилиндра, а с нее переносится на бумагу (или др. материал); это позволяет печатать тонкими слоями красок на шероховатых бумагах [10]. Печать производится со специально подготовленных офсетных форм, которые заряжаются в печатную машину. В настоящее время применяются два способа плоской печати: офсетная с увлажнением и офсетная без увлажнения («сухой офсет»). В офсетной печати с увлажнением печатающие и пробельные элементы печатной формы лежат в одной плоскости. Печатающие элементы обладают гидрофобными свойствами, т.е. способностью отталкивания воды, и одновременно олеофильными свойствами, позволяющими им воспринимать краску. В то же время пробельные (непечатающие) элементы печатной формы, наоборот, имеют гидрофильные и олеофобные свойства, благодаря чему они воспринимают воду и отталкивают краску. Печатная форма, используемая в офсетной печати, представляет собой пластину, готовую для печати, которая устанавливается на печатную машину. Машина для офсетной печати имеет группы валиков и цилиндров. Одна группа валиков и цилиндров обеспечивает нанесение на печатную форму увлажняющего раствора на водной основе, а другая — нанесение краски на масляной основе (рис. 1). Печатная форма, размещенная на поверхности цилиндра, контактирует с системами валиков.
Рис. 1. Главные составные части офсетной печатной секции Вода или увлажняющий раствор воспринимается только пробельными элементами формы, а краска на масляной основе - печатающими. Затем красочное изображение переносится на промежуточный цилиндр (называемый офсетным цилиндром). Перенос изображения с офсетного цилиндра на бумагу обеспечивается за счет создания определенного давления между печатным и офсетным цилиндрами. Таким образом, плоская офсетная печать представляет собой печатный процесс, основанный исключительно на том принципе, что вода и печатная краска в силу своих физических и химических различий отталкивают друг друга [12]. Офсет без увлажнения использует тот же принцип, но с другими комбинациями поверхностей и материалов. Так, офсетная печатная форма без увлажнения имеет пробельные участки, которые сильно отталкивают краску благодаря силиконовому слою. Краска воспринимается лишь на тех участках печатной формы, с которых он удален [13]. 1.2 Способы получения печатных форм и виды формных пластин Сегодня для изготовления печатных форм плоской офсетной печати используется большое количество различных формных материалов, которые отличаются друг от друга по способу изготовления, качеству и стоимости. Они могут быть получены двумя способами – это форматная и поэлементная запись. Форматная запись– это запись изображения по всей площади одновременно (фотографирование, копирование), так называемая традиционная технология. Печатные формы можно изготавливать копированием с фотоформ — диапозитивов — позитивным способом копирования или негативов - негативным способом копирования. При этом применяются формные пластины с позитивным либо негативным копировальным слоем. При поэлементной записи площадь изображения разбивается на некоторые дискретные элементы, которые записываются постепенно элемент за элементом (запись при помощи лазерного излучения). Последний способ получения печатных форм называют «цифровым», он подразумевает использование лазерного воздействия. Печатные формы изготавливают в системах прямого получения печатных форм или напрямую в печатной машине (Computer-to-Plate, Компьютер-ту-Пресс (Computer-to-Press)). Итак, CtP - управляемый компьютером процесс изготовления печатной формы методом прямой записи изображения на формный материал. При этом полностью отсутствуют какие-либо промежуточные вещественные полуфабрикаты: фотоформы, репродуцируемые оригинал-макеты, монтажи и т.д. Каждая печатная форма, записанная по цифровым данным, является первой оригинальной копией, что обеспечивает следующие показатели: —большая резкость точек; —более точная приводка; —более точное воспроизведение диапазона градаций исходного изображения; —меньшее растискивание растровой точки при печати; —сокращение времени на подготовительные и приладочные работы на печатной машине. Основными проблемами применения технологии CtP являются проблемы с начальными инвестициями, повышенные требования к квалификации оператора (в частности, переподготовка), организационные проблемы (например, необходимость выводить готовые спуски) [7]. Итак, в зависимости от способа изготовления печатных форм различают аналоговые и цифровые пластины. Существуют также и такие пластины, как Вочэлэсс (Waterless - сухой офсет), которые будут упоминаться в моей работе. Рассмотрим более детально основные разновидности формных пластин для офсетной печати и их технические характеристики. 2. Аналоговые формные материалы 2.1 Формные материалы для изготовления печатных форм контактным копированием Под контактным копированием понимают способ изготовления печатных форм, при котором изображение на форме получается в результате контактного экспонирования формной пластины через цельную позитивную или негативную фотоформу, либо через монтаж фотоформ [3]. Экспонирующее устройство, называемое контактно-копировальной рамой (рис. 2), состоит из откидной стеклянной рамы и стола, на котором размещаются формная пластина и фотоформа.
Рис. 2. Контактно-копировальная рама Стол контактно-копировальной рамы оснащен мощной вакуумной системой, которая обеспечивает плотный контакт между фотоформой и формной пластиной «слой к слою». Само экспонирование осуществляется высокоинтенсивным источником излучения, в то время как формный материал и монтаж находятся плотно прижатыми друг к другу [9]. В настоящее время крупнейшими производителями офсетных формных пластин являются фирмы: Агфа (Agfa), Фуджифильм (FujiFilm), Ластра (Lastra) (принадлежит фирме Agfa), Ипагса (Ipagsa), Хорселл Капирэйшен (Horsell Capiration), Кодак Полихром Графикс (Kodak Polychrome Graphics) и др. Отечественные производители формных пластин: «Дозакл», «Зарайский офсет», «Офсет-Сибирь» [ 3, 12]. Вне зависимости от производителя все формные пластины изготавливаются примерно по одной технологии, за исключением отдельных нюансов, так называемых «ноу-хау». На сегодняшний день наиболее применимы в полиграфическом производстве металлические пластины. Они выпускаются в очень широком диапазоне форматов, как для малоформатных, так и для широкоформатных печатных машин. Металлические пластины делятся на монометаллические и биметаллические [3] .
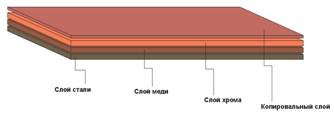
2.1.1 Биметаллические пластины Основное отличие монометаллических форм от биметаллических в том, что печатающие и пробельные элементы монометаллических форм находятся на одной и той же металлической поверхности. На биметаллических формах печатающие элементы располагаются на одном металле (обычно меди), а пробельные — на втором металле (хром, реже никель). То есть биметаллические пластины состоят из двух металлических слоев, последовательно нанесенных на металлическую или полиэфирную подложку, и светочувствительного слоя (рис. 3) [10].
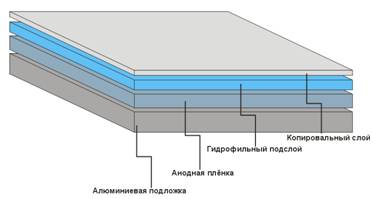
Рис. 3. Строение биметаллической пластины Такие пластины используются только для изготовления форм негативным копированием. Биметаллические формы четко воспроизводят высококачественные изображения и выдерживают до 3–5 млн. оттисков. Наиболее известной является форма, изготовленная на пластине, имеющей стальную основу с нанесенными тонким слоем медью, хромом и светочувствительной композицией. После копирования позитивного монтажа, проявления, удаления меди с пробельных элементов и хрома с печатных элементов получается чисто металлическая форма, на которой участки меди воспринимают краску, а участки хрома – воду. В книжном производстве такие формы применяются очень редко, поскольку сами формы дороги, а процессы, как изготовления формных пластин, так и самих форм требуют больших усилий по защите от загрязнения окружающей среды. Сегодня отечественные полиграфисты в качестве офсетной формы для малоформатной печатной машины чаще всего используют предварительно очувствленные монометаллические пластины [13]. 2.1.2 Монометаллические пластины Предварительно очувствленные монометаллические пластины состоят из четырёх слоев (рис. 4), каждый из которых выполняет определённые функции: —подложка (основа формной пластины): бумажная, пластмассовая (полиэстерная) или металлическая (алюминиевая) толщиной примерно от 0,15 до 0,40 мм; —анодная плёнка (обеспечивает износостойкость пробельных элементов); —гидрофильный подслой (служит для обеспечения гидрофильности пробельных элементов); —копировальный слой (образует печатающие элементы) [7].
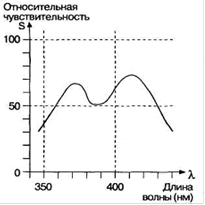
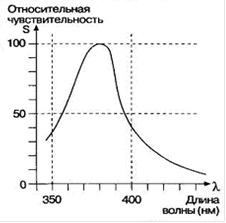
Рис. 4. Строение монометаллической пластины Предварительно очувствленные офсетные пластины изготавливаются специализированными предприятиями на высокопроизводительных автоматизированных поточных линиях со строгим соблюдением режимов. Данные пластины имеют тонкую алюминиевую основу с шероховатой поверхностью, называемой зернистой. Изготовление офсетных формных пластин осуществляется в несколько этапов: 1. Предварительная обработка алюминиевых листов 2. Зернение поверхности. 3. Анодирование (анодное оксидирование). 4. Нанесение светочувствительного копировального слоя. Предварительная обработка алюминия включает в себя очистку пластины от загрязнений и обезжиривание. После этого следует электрохимическое зернение (с использованием переменного тока), в результате которого создаётся высокоразвитая структура поверхности, которая обеспечивает адсорбционные свойства подложки, а также позволяет удержать большее количество увлажняющего раствора и легче добиться баланса «краска — вода» при печати. Как правило, зернение идёт в три этапа, в результате которых на поверхности пластины создаётся три типа микронеровностей: крупное, среднее и мелкое зерно. Крупное зерно обеспечивает качественное воспроизведение полутонов и хорошее восприятие увлажняющего раствора. Среднее зерно отвечает за тиражестойкость печатных форм. Мелкое зерно позволяет достичь баланса «краска — вода» и повышает износостойкость поверхности формы. Анодное оксидирование состоит в преобразовании алюминиевой поверхности в окись алюминия электрохимической обработкой. Окись алюминия (А19 О3) - это очень прочный элемент, с очень высокой химической инертностью, на которую можно воздействовать только щелочной плавкой (слиянием) при температурах около 1000° С. При поверхностном преобразовании получается слой окиси алюминия; вес его может колебаться от 2 до 4 граммов окиси на квадратный метр. В результате анодирования увеличивается твёрдость алюминия, повышается устойчивость пластин к механическим и химическим воздействиям, а также увеличивается тиражестойкость печатных форм. После зернения и анодного оксидирования поверхность алюминия становится шероховатой и покрывается прочной пористой оксидной плёнкой, которая после наполнения её гидрофильным коллоидом приобретает устойчивые гидрофильные свойства. Затем на подготовленную алюминиевую основу наносится копировальный слой [3, 13]. Его толщина на пластине должна быть номерной (2—4 мкм), так как копировальный слой отвечает за многие показатели формной пластины. Копировальные слои делятся на позитивные и негативные. После экспонирования позитивные слои становятся растворимыми, а негативные теряют способность растворяться. Общие требования к копировальным слоям: —способность образовывать при нанесении тонкую равномерную беспористую плёнку; —хорошая адгезия к подложке; —изменение растворимости в соответствующем растворителе в результате воздействия излучения; —достаточная разрешающая способность; —высокая избирательность проявления, т.е. отсутствие растворимости будущих печатающих элементов; —стойкость к агрессивным средам. Свойства копировального слоя и основы определяют характеристики будущей печатной формы. 1) светочувствительность; 2) разрешающая способность; 3) градационная передача; 4) шероховатость; 5) тиражестойкость. Светочувствительность определяет время экспонирования пластины. Чем выше светочувствительность, тем меньше времени надо затратить на экспонирование. Различие между негативной и позитивной пластиной в том, что они различным образом реагируют на свет: негативный светочувствительный материал при попадании на него света полимеризируется и становится нерастворимым. При проявлении неэкспонированный "лак" растворяется; таким образом, получается пластина, значения которой противоположны значениям первоначального монтажа. Спектр чувствительности негативной пластины похож на спектр позитивной пластины, но абсолютные величины выше (рис.5, 6).
Рис.5. Спектральная негативной пластины Рис.6. Спектральная чувствительность чувствительность позитивной пластины Спектральная светочувствительность определяет чувствительность копировального слоя к воздействию излучения различными длинами волн. Для копировальных слоев в основе ортонафтофинондиазидов актиничным является ултрафиолетовое излучение с длиной волны 330-450 нм. |

Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.