 |
|
МЕНЮ
|
Дипломная работа: Ремонт и монтаж центробежных насосов по перекачке нефти и газаДипломная работа: Ремонт и монтаж центробежных насосов по перекачке нефти и газаСодержание Введение 4 1. Организация ремонтных работ оборудования на насосных и компрессорных станциях 5 1.1 Износ оборудования 5 1.2 Планово-предупредительный ремонт и организация ремонтных работ 5 1.3 Методы проверки оборудования и деталей 8 1.4 Организация ремонта и составление графиков ремонта оборудования 11 2. Ремонт и монтаж центробежных насосов 14 2.1 Виды ремонтов 14 2.2. Ремонт и восстановление основных деталей оборудования насосных станций 18 2.3 Монтаж центробежных насосов 30 3. Ремонт поршневых насосов 39 4. Ремонт газотурбинных установок 41 5. Расчет нормы парка запасных частей 42 6. Охрана труда и техника безопасности 45 Заключение 48 Литература 49 Введение Специфика работы магистрального газонефтепровода состоит в том, что перекачивающие агрегаты и установки (насосы и компрессоры) работают в среднем 350-360 дней в году (из 365 дней), т.е. практически без остановки. В силу этого к перекачивающему оборудованию предъявляются высокие требования по работоспособности без поломок и аварий. Этого можно достичь за счет следующих факторов: а) наличие определенного резерва оборудования; б) проведение предупредительных ремонтов по плану; в) организация запасов взаимозаменяемых деталей и частей; г) грамотная эксплуатация оборудования и систем охлаждения, смазки, регулирования параметров и т.п.; д) качественный монтаж оборудования; е) наличие надежного автоматического контроля за работой агрегатов. Задачей дипломного проекта является выяснение вопросов по организации ремонтных работ оборудования по перекачке нефти и газа, анализ технологической цепочки по ремонту, монтажу и пуску агрегатов после ремонта. Согласно заданию руководителя дипломного проекта, цель дипломного проекта – проанализировать технологию ремонта центробежных насосов и газомотокомпрессоров, выявить достоинства и недостатки каждого вида ремонта центробежных насосов, установить нормы парка запасных частей, обосновать их. 1. Организация ремонтных работ оборудования на насосных и компрессорных станциях 1.1 Износ оборудованияОборудование перекачивающих станций и нефтебаз подвержено износу, который может быть механическим, коррозийным, эрозийным и термическим. При механическом износе поверхности деталей разрушаются в результате трения (износ шеек валов, подшипников, штоков, поршней, уплотнительных поверхностей задвижек и др.). При коррозийном износе поверхности разрушаются под действием химически агрессивных нефтепродуктов или газов (содержащих серу, сероводород). Коррозия оборудования бывает местной, равномерно распределенной по всей поверхности, ннтеркристаллитной (разрушение металла распространяется по группам его кристаллов) и селективной (разрушается одна из структурных составляющих металла). Эрозийный износ вызывает действие абразивных частиц и механических примесей, находящихся в перекачиваемой среде. Ударяясь о рабочие поверхности деталей, движущиеся с большей скоростью абразивные частицы разрушают их. Термический износ — это разрушение деталей оборудования вследствие действия высоких температур. Термическому износу подвержены детали газомотокомпрессоров, газовых турбин и котлов. 1.2 Планово-предупредительный ремонт и организация ремонтных работДля поддержания газонефтепроводов и оборудования насосных, компрессорных станций и нефтебаз в технически исправном состоянии периодически в плановом порядке выполняют комплекс ремонтных работ, называемый планово-предупредительным ремонтом (ППР). Планово-предупредительный ремонт — это комплекс организационных и технических мероприятий по техническому уходу и надзору, обслуживанию и ремонту (через определенное количество отработанных оборудованием часов) оборудования, проводимых периодически по заранее составленному плану и графику с учетом условий эксплуатации. Система планово-предупредительного ремонта оборудования включает следующие определения и понятия: ремонтный цикл, межремонтный период, структура ремонтного цикла и плановые периодические профилактические работы. Ремонтным (межремонтным) циклом называют время работы оборудования методу двумя плановыми капитальными ремонтами (для оборудования, бывшего в эксплуатации) или время работы от начала эксплуатации до первого планового капитального ремонта (для нового оборудования). Длительность ремонтного цикла для каждого вида оборудования различна и зависит от его конструкции, условий работы. Межремонтный период — это время работы оборудования между двумя любыми очередными плановыми ремонтами. Структурой ремонтного цикла называют порядок чередования всех ремонтных и профилактических работ в ремонтном цикле. Плановыми периодическими профилактическими работами называют межремонтное обслуживание оборудования, состоящее из надзора и ухода за агрегатами, запорной арматурой, коммуникациями в течение всего периода работы между двумя плановыми ремонтами. Межремонтное обслуживание включает: - надзор за правильной эксплуатацией оборудования в соответствии с правилами технической эксплуатации и техническими паспортами; - наблюдение за состоянием всех агрегатов, запорной арматуры и трубопроводов; - наблюдение за контрольно-измерительными приборами, системами регулирования и автоматики и их регулирование; - наблюдение за нормальной работой систем смазки, охлаждения и уплотнения; - проверку исправности муфт сцепления, а также ограждения над муфтами; - мелкий ремонт оборудования — подтягивание болтовых соединений, смена сальниковых набивок насосов и задвижек, наложение хомутов на технологические трубопроводы, смена прокладок и т. п.; - профилактическое испытание энергетического оборудования. Правильная организация межремонтного обслуживания оборудования позволяет удлинить срок его службы, межремонтные периоды и межремонтный цикл, исключает возможность аварии. Плановые виды работ системы ППР подразделяются на текущий, средний и капитальный ремонты. Текущим называют ремонт, при котором в результате замены или восстановления быстроизнашивающихся частей и деталей оборудования (срок службы которых меньше или равен межремонтному периоду) и регулирования отдельных узлов обеспечивается нормальная работа оборудования. При остановке оборудования для выполнения текущего ремонта обследуют техническое состояние этого оборудования. Текущий ремонт выполняют без остановки работы трубопровода. Затраты, связанные с текущим ремонтом, относят к эксплуатационным. Средним называют ремонт, при котором заменяют или капитально ремонтируют изношенные узлы и детали оборудования. Средний ремонт выполняется также за счет эксплуатационных расходов. Капитальным называют ремонт, при котором производят полную разборку, ремонт или замену всех износившихся деталей или узлов, сборку и испытание в соответствии с техническими условиями. Капитальный ремонт оборудования выполняют за счет ассигнований, выделяемых целевым назначением. Все перечисленные выше виды ремонтных работ являются плановыми и выполняются по заранее составленному графику. Внеплановые аварийные ремонтные работы в систему ППР не входят. При соответствующей организации планово-предупредительных работ внеплановых ремонтов оборудования не должно быть. Система планово-предупредительного ремонта оборудования предусматривает категории сложности ремонтных работ. Сложность ремонтных работ (или категорию ремонтной сложности) R любого вида оборудования определяют как
где r –единица ремонтной сложности оборудования в человеко-часах. Установление категории сложности ремонта оборудования облегчает направление ремонтных работ и позволяет определить численность ремонтного персонала п, которую подсчитывают по формуле
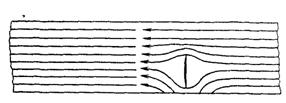
где t — годовой плановый бюджет рабочего времени одного рабочего в часах. 1.3 Методы проверки оборудования и деталейОборудование проверяют следующими методами; - внешним осмотром; - легким обстукиванием молотком, что позволяет выявить трещины по звуку (у коленчатых валов двигателей внутреннего сгорания, рабочих колес); - нанесением керосино-меловой пробы; при этом деталь обильно смачивают керосином (или опускают в ванну с керосином) и по истечении 15 — 20 мин насухо вытирают; места, подверженные трещинообразованию, натирают мелом, затем простукивают молотком; если имеются трещины, из них выступит керосин, оставляя на слое мела пятна; - измерением толщины стенок и линейных размеров (шейки вала, шипов, уплотнительных колец и др.); - радиографическими методами, чтобы выявить пороки литья и проконтролировать качество и состояние ответственных сварных швов; электромагнитными методами; ультразвуковой дефектоскопией; люминесцентным методом. Электромагнитные методы основаны на рассеивании силовых линий в месте дефекта. На рис. 1 показан стальной стержень с поверхностной трещиной, помещенный между полюсами сильного электромагнита постоянного тока. В целых местах стержня магнитные силовые линии представляют пучок параллельных линий, а в месте дефекта они искривляются. Чтобы обнаружить дефект, предполагаемое место его нахождения посыпают ферромагнитным порошком. При постукивании по стержню частицы порошка под действием потока рассеяния устремляются в направлении наибольшей плотности силовых линий, то есть к трещине. Применяют порошки Fe3O4— магнитного железняка и Fе2O3 — красного железняка. Последний делают ферромагнитным, нагревая до 700°С с последующим охлаждением.
Рисунок 1. Расположение магнитных силовых линий при поверхностной трещине Более четкие отпечатки дефектов получаются, если вместо сухого порошка использовать суспензию — смесь тончайшего ферромагнитного порошка с жидкостью соответствующей вязкости (керосином, трансформаторным маслом). Потоки рассеяния, образующиеся у поверхности дефектов, притягивают взвешенные частицы порошка, смешанного с жидкостью, а с неповрежденных мест детали смесь стекает, выделяя более четко поверхностные дефекты. Эффективность данного метода зависит от намагниченности детали, ее магнитных свойств, качества ферромагнитного порошка и вязкости жидкости. Детали можно намагничивать постоянными магнитами, электромагнитами, соленоидами, циркуляционным намагничиванием с пропусканием через них постоянного или переменного тока и комбинированным способом.
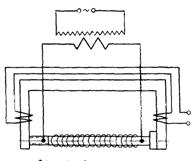
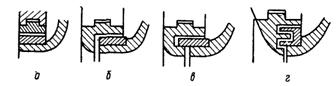
Рисунок 2. Комбинированный электромагнитный способ Следует отметить, что если трещины расположены параллельно магнитным силовым линиям, последние деформируются незначительно и, следовательно, трещины в таких случаях мало выделяются. Поэтому более эффективным является комбинированный способ обнаружения дефектов (рис. 2), при котором создается продольно- поперечное или спиральное магнитное поле. Продольные силовые линии создаются электромагнитом постоянного тока, а поперечные — при подключении испытуемой детали к сети с большей силой тока (обычно подключением ее накоротко к зажимам вторичной обмотки трансформатора). Магнитную смесь, применяемую при этом, изготовляют из200—250 г ферромагнитного порошка и 1 л трансформаторного масла. Ультразвуковой дефектоскопией обнаруживают внутренние дефекты деталей. Преимущество данного метода в том, что благодаря малой степени поглощения ультразвуковых колебаний металлами в определенном диапазоне частот удается обнаружить дефекты, расположенные на большой глубине. При люминесцентном методе проверяемую деталь тщательно промывают и опускают на 10—15 мин в флуоресцирующую жидкость. В качестве последней применяют смесь светлого трансформаторного масла, осветительного керосина и неэтилированного бензина в соотношении по объему 0,25 : 0,5 : 0,25. После извлечения из флуоресцирующей жидкости деталь промывают холодной водой, просушивают сжатым воздухом и облучают ультрафиолетовыми лучами (ртутно-кварцевой лампой ПРК-2 илиПРК-4). Жидкость, выходящая из трещин на поверхность при облучении детали, светится зелено-желтым светом. 1.4 Организация ремонта и составление графиков ремонта оборудованияПри составлении графиков ремонта трубопровода необходимо следить, чтобы время его остановки совпадало со временем ремонта основного оборудования перекачивающих станций. Это позволит-«наиболее полно использовать время остановок трубопровода. Если имеется резерв времени, то ремонт основного оборудования (насосов, приводов к ним, резервуаров) планировать и организовывать несколько проще. В этом случае работу перекачивающих станций можно обеспечить практически без остановок. Для каждого вида оборудования разрабатывают графики планово-предупредительных ремонтов, соблюдая следующие условия: - продолжительность работы между двумя ремонтами должна соответствовать установленным нормам; - длительность каждого ремонта должна быть строго ограниченной; - при длительном ремонте вводить в эксплуатацию резервное оборудование, чтобы число действующих агрегатов не уменьшалось. Число отработанных часов в году для всех агрегатов должно быть примерно одинаковым, для чего при составлении графика ремонта и плана эксплуатации предусматривают поочередное пребывание всего оборудования как в работе, так и в резерве. Вспомогательное оборудование, технологически связанное с основным, обычно ремонтируют одновременно с основным, чтобы сократить общий срок простоя. Для правильной организации ремонта оборудования и качественного выполнения ремонтных работ за короткие сроки необходимо: - учесть все оборудование, которое требует ремонта; - составить паспорт оборудования с определением технического состояния агрегата, машины; - организовать систематический учет работы оборудования, расхода запасных частей, материалов, необходимых для эксплуатации и ремонта; - разработать номенклатуру и количество деталей, узлов оборудования и материалов для оперативного и неприкосновенного запасов; - создать оперативный и неприкосновенный запасы деталей, узлов оборудования и материалов; - организовать изготовление запасных частей; организовать контроль за качеством проведения ремонта и правильностью эксплуатации оборудования; организовать ремонтное хозяйство — ремонтные цехи, базы. План планово-предупредительного ремонта оборудования составляют по ведомости дефектов — основному техническому документу, подробно отражающему все повреждения оборудования и необходимый объем восстановительных работ. На основании ведомости дефектов составляют спецификацию необходимых для капитального ремонта материалов и смету стоимости ремонтных работ. 2. Ремонт и монтаж центробежных насосов 2.1 Виды ремонтовПлановый осмотр (ревизию) проводят через каждые 200—250 ч работы агрегата. Объем работ, выполняемых при этом, зависит от типа насосов. Обычно при плановых осмотрах выполняют: 1) ревизию подшипников; если шарикоподшипники имеют раковины на беговых дорожках или недопустимый зазор между шариками и обоймами, их следует заменить; нормальный зазор между шариками и обоймами для подшипников диаметром до 50 мм составляет до 0,1 мм и для подшипников диаметром 50—100 мм — до 0,2 мм; подшипники скольжения перезаливают, когда толщина оставшегося слоя баббита составляет 1—1,5 мм; 2) ревизию и промывку картеров подшипников, смену масла, промывку масляных трубопроводов; 3) ревизию и при необходимости смену сальниковой набивки и проверку рабочих поверхностей защитных гильз (втулок); 4) проверку состояния соединительной муфты, прокладку и смену смазки (у зубчатых муфт); 5) промывку и продувку системы трубопроводов, подводящих уплотняющую жидкость, когда сальники насосов имеют жидкостное уплотнение; 6) чистку трубопроводов и камер водяного охлаждения; 7) проверку состояния корпуса насоса путем его осмотра и простукивания; 8) проверку крепления всего агрегата на фундаменте; 9) проверку центровки агрегата. Текущий ремонт производят через 700—750 ч работы агрегата. При этом, кроме работ, предусмотренных плановым осмотром, выполняют следующие операции. Полностью разбирают насос и тщательно осматривают его детали. Обо всех дефектах отмечают в журнале. Проверяют осевой разбег ротора в корпусе. До установки радиально-упорных подшипников осевой разбег составляет 8—10 мм. После их установки и затяжки (то есть фиксации ротора) осевой люфт в пределах 0,1 - 0,2 мм. Зазор между деталями ротора и корпусом насоса должен быть 4—6 мм. Проверяют зазоры в уплотнениях ротора и корпуса насоса. На рис. 3 приведены наиболее широко распространенные конструкции уплотнительных колец центробежных насосов на магистральных трубопроводах.
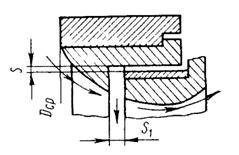
Рисунок 3. Уплотнительные кольца центробежных насосов: а — плоские; б — типа угольника; в — типа однорядного лабиринта; г — типа двухрядного лабиринта Для плоских уплотнительных колец нормальный радиальный зазор составляет 0,2—0,3 мм. При зазоре больше 0,4 мм уплотняющие кольца следует менять. Для остальных типов уплотнительных колец радиальный зазор зависит от диаметра входного отверстия рабочего колеса и температуры перекачиваемого продукта. Если величины радиального зазора меньше расчетных, может произойти заедание в уплотнительных кольцах. Чрезмерное увеличение радиального зазора (более 30% номинальной величины) приводит к недопустимому увеличению коэффициента щелевых утечек и снижению гидравлического к. п. д. насоса. Осевой зазор в уплотнениях типа угольника (рис.4) принимается значительно большим по сравнению с по сравнению с радиальным, обычно в пределах 3 — 7 мм. Если насос имеет подшипники скольжения, проверяют конусность и эллиптичность шеек вала. При эллиптичности или конусности до 0,02 — 0,04 мм шейки валов обтачивают и шлифуют, а при больших значениях эллиптичности производят наплавку, затем обточку и шлифовку.
Рисунок 4. Направление потока в уплотнительном кольце типа угольника При текущем ремонте обычно меняют подшипники качения. Возможна также смена защитных втулок или шлифовка их. Вскрывают и промывают масляные фильтры. При необходимости меняют масло в системе смазки. Текущий ремонт выполняет ремонтный персонал (бригада слесарей-ремонтников в составе четырех-пяти человек) насосной станции. Все затраты но текущему ремонту относят к средствам эксплуатации. При надлежащей организации текущий ремонт насосного агрегата занимает не более трех дней. Средний ремонт производят один раз в год. При этом выполняют все работы текущего ремонта, разбирают отдельные узлы и заменяют детали (подшипники, уплотняющие кольца, торцевые уплотнения и др.), проверяют состояние рабочих колес, зазоров разгрузочного устройства и состояние поверхностей деталей разгрузки (у секционных насосов), а также биение ротора с помощью индикатора. |

Copyright © 2012 г.
При использовании материалов - ссылка на сайт обязательна.